પ્રોફાઇલ પાઇપ બેન્ડર કેવી રીતે બનાવવી. DIY પાઇપ બેન્ડર
પ્રોફાઇલ બેન્ડર ડિઝાઇન
મોટાભાગના શિખાઉ કારીગરો માટે ઉપલબ્ધ સૌથી સરળ વિકલ્પ એ પૂર્વ-નિર્મિત નમૂના અનુસાર પાઈપોને વાળવાનો છે. જ્યારે મેળવવા માટે જરૂરી હોય ત્યારે સમાન પદ્ધતિનો ઉપયોગ કરવામાં આવે છે મોટી સંખ્યામાંસમાન પ્રકારના ખાલી જગ્યાઓ.
લાકડાના નમૂના અનુસાર પાઇપને વાળવું એ સમસ્યા હલ કરવાનો સૌથી સહેલો રસ્તો છે
નમૂના તરીકે, તમે બનાવેલ રચનાનો ઉપયોગ કરી શકો છો લાકડાના સુંવાળા પાટિયા. લાકડાની જાડાઈ પાઈપોના વળાંકના આધારે પસંદ કરવામાં આવે છે - બોર્ડમાં 2-3 સે.મી.નો માર્જિન હોવો જોઈએ જેથી કામ દરમિયાન મેટલ પ્રોફાઇલને ટેમ્પ્લેટથી સરકી ન જાય, છેડાને સહેજ ઢાળ સાથે પ્રક્રિયા કરવામાં આવે છે. .
માળખું કોઈપણ રીતે ફ્લોર અથવા અન્ય સપાટી સાથે જોડાયેલ છે, નજીકના પાઇપ માટે સ્ટોપ સ્થાપિત કરે છે. ટેમ્પલેટ અને થ્રસ્ટ એલિમેન્ટ વચ્ચેના ગેપમાં પ્રોફાઇલ દાખલ કર્યા પછી, ટેમ્પલેટની સામે પાઇપ દબાવીને, તેના બીજા છેડા પર સરળતાથી અને કાળજીપૂર્વક દબાવો. પ્રેસિંગ ફોર્સને સરળ બનાવવા માટે, તમે યોગ્ય કદના લિવરનો ઉપયોગ કરી શકો છો અથવા વિંચ ઇન્સ્ટોલ કરી શકો છો.
વિંચ ટેમ્પલેટનો ઉપયોગ કરીને પાઈપોને વાળવાની પ્રક્રિયાને સરળ બનાવી શકે છે
એ જ રીતે, તમે વગર મેટલ પ્રોફાઇલ વાળવું કરી શકો છો મોટા વ્યાસ. જો 1 ઇંચ કરતા મોટા પાઇપનું રૂપરેખાંકન બદલવું જરૂરી છે, તો પછી ટેમ્પલેટ શક્તિશાળી મજબૂતીકરણના વિભાગોમાંથી બનાવવામાં આવે છે. આ કરવા માટે, જરૂરી માર્ગ સાથે કોંક્રિટ સ્લેબમાં છિદ્રો બનાવવામાં આવે છે, જેમાં પાઈપો, ફિટિંગ વગેરેના વિભાગોમાંથી પિનના સ્વરૂપમાં માર્ગદર્શિકા દાખલ કરવામાં આવે છે. વેલ્ડિંગ દ્વારા મેટલ પ્રોફાઇલની ધારને સુરક્ષિત કરીને બેન્ડિંગ કરવામાં આવે છે.
આ પદ્ધતિનો ફાયદો એ તેની સસ્તીતા અને સરળતા છે, જો કે, પરિણામી ખાલી જગ્યાઓની ચોકસાઈ અને તેમની પ્રક્રિયાની ગુણવત્તા ઇચ્છિત થવા માટે ઘણું છોડી દે છે. આ ઉપરાંત, દર વખતે જ્યારે તમારે અલગ ત્રિજ્યાનું વળાંક મેળવવાની જરૂર હોય ત્યારે ટેમ્પલેટ બનાવવું પડશે.
ફેક્ટરી દ્વારા બનાવેલ ગોકળગાય પાઇપ બેન્ડર
વક્રતાના નાના ત્રિજ્યા સાથે મોટી સંખ્યામાં સમાન વર્કપીસ બનાવવા માટે, તમે ગોકળગાય પાઇપ બેન્ડરનો ઉપયોગ કરી શકો છો. આ એકમ શાફ્ટ પર માઉન્ટ થયેલ વિવિધ વ્યાસની બે ગરગડી (પૈડા) ધરાવે છે. ઇમ્પેલર પર પાઇપના છેડાને ઠીક કર્યા પછી, વર્કપીસને દબાવવા માટે નાના વ્યાસ (ડ્રાઇવ વ્હીલ) ના રોલરનો ઉપયોગ કરો, એક સાથે તેને વર્કપીસ સાથે રોલ કરો.
સૌથી સર્વતોમુખી અને વ્યવહારુ એ હોમમેઇડ રોલિંગ પાઇપ બેન્ડર્સ (બેન્ડિંગ મશીનો) છે, જેમાં તમે રોલ્ડ મેટલના વિરૂપતાના કોઈપણ ખૂણાને સેટ કરી શકો છો. રોલિંગ યુનિટની સૌથી સરળ ડિઝાઇન એ એક બેઝ છે જેમાં ડ્રાઇવ શાફ્ટ એકબીજાથી ચોક્કસ અંતરે નિશ્ચિત છે.
પાઇપ પર દબાણ જંગમ રોલર દ્વારા કરવામાં આવે છે, અને તે ડ્રાઇવ શાફ્ટના પરિભ્રમણ દ્વારા દોરવામાં આવે છે. આવા ઉપકરણો માટે સ્ક્રુ ઉપકરણો, જેક, વિન્ચ અને ઇલેક્ટ્રિક મોટર્સનો ઉપયોગ પાવર ડ્રાઇવ તરીકે થાય છે. રોલિંગ મશીન ઘરે નકલ કરવા માટે સૌથી મુશ્કેલ છે, કારણ કે તેને વળાંક અને વેલ્ડીંગની જરૂર છે.
જો કે, એમેચ્યોર્સ દ્વારા બનાવવામાં આવેલી તેની ડિઝાઇનની ઘણી ભિન્નતા છે, જે આ સોલ્યુશનની ઉચ્ચ લોકપ્રિયતા સૂચવે છે. આવા ઉપકરણની મદદથી, કોઈપણ રૂપરેખાંકનનું બેન્ડિંગ મેળવવામાં આવે છે, અને પ્રક્રિયા પોતે ઘણીવાર સ્વચાલિત હોય છે. એક માત્ર વસ્તુ જે આવા ઉપકરણનો સામનો કરી શકતી નથી તે છે નાના સેગમેન્ટ પર મેટલ પ્રોફાઇલની વક્રતાની લઘુત્તમ ત્રિજ્યા પ્રાપ્ત કરવી.
પ્રોફાઇલ પાઈપોને વાળવા માટેનું મશીન માળખાકીય રીતે સામાન્ય કરતાં અલગ છે. આ, સૌ પ્રથમ, બેન્ડિંગ લોડ્સ માટે પ્રોફાઇલના વધુ પ્રતિકારને કારણે છે, અને બીજું, એ હકીકતને કારણે છે કે સામાન્ય રીતે બેન્ડિંગ ત્રિજ્યા મોટી હોય છે. તેથી, ડિઝાઇનમાં ત્રણ રોલોરો છે. તેમાંથી બે કાયમી ધોરણે સ્થાપિત થાય છે, એક જંગમ રહે છે.
બે સૌથી બહારના રોલરો શરીર પર નિશ્ચિતપણે માઉન્ટ થયેલ છે. તેઓ આધારના પ્લેન ઉપર ઉભા થાય છે. મધ્યમ રોલર માટે, ખાસ યુ-આકારની ફ્રેમ વેલ્ડ કરવામાં આવે છે. તેના જમ્પરની મધ્યમાં એક લાંબો, મોટા-વ્યાસનો ક્લેમ્પિંગ સ્ક્રૂ સ્થાપિત થયેલ છે. આ સ્ક્રૂના નીચલા છેડા સાથે ત્રીજો મણકો જોડાયેલ છે (વેલ્ડ કરી શકાય છે). આ સ્ક્રૂને ફેરવવાથી, રોલર નીચે આવે છે અને વધે છે, પ્રોફાઇલ પાઇપના બેન્ડિંગ ત્રિજ્યાને બદલીને.

એક ક્લાઉડને એક સ્થિર રોલરમાં વેલ્ડ કરવામાં આવે છે, જેની મદદથી પાઇપને મશીન દ્વારા ફેરવવામાં આવે છે. રોલિંગ માટે ઓછા પ્રયત્નો લાગુ કરવાનું શક્ય બનાવવા માટે, બે સ્થિર રોલરો સાંકળનો ઉપયોગ કરીને જોડાયેલા છે. ટોર્કને અસરકારક રીતે પ્રસારિત કરવા માટે, સ્પ્રોકેટ્સને રોલર્સ પર વેલ્ડિંગ કરવામાં આવે છે (સાયકલમાંથી, કદાચ), અને તેમની સાથે સાંકળ મેળવે છે. આવા સૌથી સરળ મિકેનિઝમપ્રોફાઇલ પાઇપને વાળવું ખૂબ સરળ બનાવે છે.
આ ડિઝાઇનમાં, જમણા અથવા ડાબા રોલરને જંગમ બનાવવામાં આવે છે. તે પાયાના ભાગ સાથે ફરે છે. શક્તિશાળી મેટલ હિન્જ્સનો ઉપયોગ કરીને આ ભાગ બાકીના ફ્રેમ સાથે જોડાયેલ છે.

લિફ્ટિંગ પ્લેટફોર્મ સાથે પ્રોફાઇલ પાઈપો માટે બેન્ડિંગ મશીનનું ડ્રોઇંગ
ડ્રોઈંગમાં બતાવ્યા પ્રમાણે તમે જેકનો ઉપયોગ કરીને ઊંચાઈ બદલી શકો છો. આ કિસ્સામાં પ્લેટફોર્મની ઊંચાઈ જેકની ઊંચાઈના આધારે પસંદ કરવામાં આવે છે. ટેબલના જંગમ ભાગને ઉપાડીને બેન્ડિંગ ત્રિજ્યા બદલવામાં આવે છે.

અગાઉની ડિઝાઇનથી વિપરીત, પ્રોફાઇલ પાઇપ માટે આ પાઇપ બેન્ડર સેન્ટ્રલ રોલરથી ચલાવવામાં આવે છે - એક હેન્ડલ તેના પર વેલ્ડ કરવામાં આવે છે. જરૂરી બળ ઘટાડવા માટે, તમે સ્પ્રોકેટને બે નિશ્ચિત રોલરો પર વેલ્ડ કરી શકો છો અને સાંકળનો ઉપયોગ કરીને ટોર્ક ટ્રાન્સમિટ કરી શકો છો.
પાઇપ બેન્ડરનો આધાર ચેનલ અથવા બે વેલ્ડેડ ખૂણાઓથી બનાવવામાં આવે છે. છાજલીઓની જાડાઈ ઓછામાં ઓછી 3 મીમી છે; હાલના ભાગો સાથે મેળ કરવા માટે છાજલીઓ અને ચેનલની પાછળની પહોળાઈ પસંદ કરો. એક નિયમ - આધાર વિશાળ અને વિશ્વસનીય હોવો જોઈએ.
પ્લેટફોર્મની કિનારીઓ સાથે કેટલાક છિદ્રો બનાવી શકાય છે. તેમના દ્વારા તમે મોટા વ્યાસના સ્વ-ટેપીંગ સ્ક્રૂનો ઉપયોગ કરીને મશીનને કેટલાક ભારે આધાર પર ઠીક કરી શકો છો. ફિક્સેશન જરૂરી છે, કારણ કે જ્યારે જાડી દિવાલ સાથે પાઈપોને વળાંક આપવામાં આવે છે, ત્યારે નોંધપાત્ર દળો લાગુ કરવા પડે છે અને જો મશીન નિશ્ચિતપણે નિશ્ચિત હોય તો કામ કરવું વધુ અનુકૂળ છે.

રોલોરો વિશે થોડાક શબ્દો. તેઓ સારા, ઉચ્ચ-ગુણવત્તાવાળા, પ્રાધાન્યમાં સખત સ્ટીલના બનેલા હોવા જોઈએ. તે રોલર્સ અને એક્સેલ પર છે જે તેમને પકડી રાખે છે કે મોટા ભાગનો ભાર પડે છે.
તે રોલોરોના આકાર વિશે પણ કહેવું જોઈએ. તેઓ સરળ ન હોવા જોઈએ - કિનારીઓ સાથે રોલર્સ હોવા જોઈએ જે રોલિંગ દરમિયાન પાઇપને "ચાલતા" અટકાવશે. ફક્ત આવી પરિસ્થિતિઓમાં જ પ્રોફાઇલ પાઇપમાંથી ચાપ સરળ હશે અને ટ્વિસ્ટેડ નહીં થાય. આદર્શ રીતે, દરેક પાઇપ કદને તેના પોતાના રોલર્સની જરૂર છે. પરંતુ પછી ડિઝાઇન વધુ જટિલ બની જાય છે - તેમને દૂર કરી શકાય તેવું, વિચારીને બનાવવાની જરૂર છે વિશ્વસનીય માર્ગફાસ્ટનિંગ્સ બીજો વિકલ્પ વીડિયો બનાવવાનો છે જટિલ આકાર, જેમ કે ફોટામાં. નીચે થોડા પગલાંઓ કોતરો વિવિધ કદપાઈપો

સમાન ફોટામાં તમે જોઈ શકો છો કે પલંગનો ઉપરનો ભાગ સરળ નથી, પરંતુ દાંતાદાર છે. આવા દાંતની મદદથી, રોલરોને વિવિધ અંતર પર ફરીથી ગોઠવી શકાય છે અને આ રીતે બેન્ડિંગ ત્રિજ્યાને પણ સમાયોજિત કરી શકાય છે.
સામાન્ય રીતે, પ્રોફાઈલ પાઈપો માટે હોમમેઇડ બેન્ડિંગ મશીનો હાથમાં જે છે તેમાંથી એસેમ્બલ કરવામાં આવે છે અથવા તેઓ સસ્તામાં શું શોધી/ખરીદી શકે છે. જેમની પાસે તક હોય તેઓ રોલર્સને ગ્રાઇન્ડ કરે છે અને બેરિંગ્સ દાખલ કરે છે. જેમની પાસે આવી તક નથી તેઓ તેમની પાસે જે છે તેનો ઉપયોગ કરે છે - સાયકલના વ્હીલ્સમાંથી બુશિંગ્સ પણ. સામાન્ય રીતે, તમારે ડિઝાઇનને સમજવાની જરૂર છે અને
સમજૂતીઓ અને ફોટા સારા છે, પરંતુ એસેમ્બલી પ્રક્રિયા અથવા ફિનિશ્ડ યુનિટની કામગીરી જોવી વધુ ઉપયોગી છે. પ્રથમ વિડિઓ પ્રોફાઇલ પાઇપ માટે મેન્યુઅલ પાઇપ બેન્ડર એસેમ્બલ (વેલ્ડીંગ) ની પ્રક્રિયા બતાવે છે. જંગમ મધ્યમ રોલર સાથેનો વિકલ્પ પસંદ કરવામાં આવ્યો હતો.
ત્યાં રોલ benders છે વિવિધ ડિઝાઇન, ઔદ્યોગિક પરિસ્થિતિઓમાં, ઇલેક્ટ્રિક અથવા હાઇડ્રોલિક ડ્રાઇવ સાથે એકદમ મોટી મશીનોનો ઉપયોગ થાય છે; નાના વ્યાસના ઉત્પાદનોની નાની સંખ્યાને વાળવા માટે - વધુ કોમ્પેક્ટ મેન્યુઅલ અથવા ઇલેક્ટ્રિક ઉપકરણો.

સાર્વત્રિક ઉત્પાદન બેન્ડિંગ મશીન
રોલ ફોર્મિંગ મશીનનો હેતુ તેના નામ દ્વારા સૂચવવામાં આવે છે. જરૂરી વિસ્તારમાં અથવા વર્કપીસની સમગ્ર લંબાઈ સાથે વળાંકની ચોક્કસ ત્રિજ્યા મેળવવા માટે આ મેટલ પ્રોફાઇલ પાઈપોનું બેન્ડિંગ છે. પ્રોફાઇલ બેન્ડર અથવા અન્ય શબ્દોમાં પાઇપ બેન્ડરનો ઉપયોગ કરીને, તમે વિવિધ પ્રકારની રોલ્ડ મેટલ સાથે ઘણી તકનીકી કામગીરી કરી શકો છો:
- બેન્ડિંગ મેટલ સળિયા અથવા મજબૂતીકરણ, વસંત સ્ટીલ વર્કપીસ સહિત;
- ચોરસ અથવા લંબચોરસ પ્રકારના પ્રોફાઇલ મેટલ ઉત્પાદનોનું બેન્ડિંગ;
- રાઉન્ડ પાઈપોમાંથી કોણી બનાવવી અથવા તેમને ઇચ્છિત ખૂણા પર વાળવું;
- રોલ્ડ પ્રોડક્ટ્સ (એંગલ, આઇ-બીમ, ચેનલો) માંથી કોઈપણ લંબાઈના ભાગોનું રાઉન્ડિંગ.
બેન્ડિંગ મશીનોના ઘણા મોડલ છે. કેટલાક તમને વર્કપીસના ચોક્કસ વિસ્તાર પર જ બળ લાગુ કરવાની મંજૂરી આપે છે. અન્ય લોકો સમગ્ર લંબાઈ સાથે દબાણ લાગુ કરીને, રોલર્સ વચ્ચે પાઇપને રોલ કરે છે. કેટલાક કારણોસર, તે પછીનું હતું કે જેને નિષ્ણાતો તરફથી "પ્રોફાઇલ બેન્ડર્સ" નામ મળ્યું, જો કે તે બંને સીધા સમાન પ્રકારનાં સાધનો સાથે સંબંધિત છે.

રોલિંગ પ્રકાર પ્રોફાઇલ બેન્ડિંગ
ડ્રાઇવના પ્રકાર પર આધાર રાખીને, જે બદલામાં, મશીનની શક્તિ અને ઉત્પાદકતાને સીધી અસર કરે છે, પ્રોફાઇલ બેન્ડર્સને ઘણા પ્રકારોમાં વહેંચવામાં આવે છે.

હાઇડ્રોલિક સંચાલિત રોલ બનાવતી મશીન. શક્તિશાળી અને ખૂબ ખર્ચાળ
હાઇડ્રોલિક પાઇપ બેન્ડર્સ છે ઔદ્યોગિક સાધનો, તેથી તેઓ ઉચ્ચ શક્તિ ધરાવે છે અને કાયમી સ્થાપન માટે રચાયેલ છે. આવા એકમોનો ઉપયોગ મુખ્યત્વે નાના પાયે અને મોટા પાયે ઉત્પાદનમાં થાય છે, જ્યારે તે જ પ્રકારની મોટી સંખ્યામાં બ્લેન્ક્સનું ઉત્પાદન કરવું જરૂરી હોય છે. હાઇડ્રોલિક ડ્રાઇવ ઓપરેટર પાસેથી લોડને સંપૂર્ણપણે દૂર કરે છે, તેને બટનો દબાવીને મશીનને નિયંત્રિત કરવાની ક્ષમતા આપે છે.
પાઇપ બેન્ડર શેના માટે વપરાય છે?
પ્રોફાઇલ પાઇપ એ પાતળી દિવાલ સાથે ચોરસ, લંબચોરસ, અંડાકાર ક્રોસ-સેક્શનની હોલો પ્રોફાઇલ છે. પ્રોફાઈલ પાઈપોનો ઉપયોગ બાંધકામ, ઉદ્યોગ, ખાણકામમાં ખૂબ જ વ્યાપકપણે થાય છે. કૃષિ. ચોરસ અને લંબચોરસ ઉત્પાદનોનો ઉપયોગ રોજિંદા જીવનમાં પણ થાય છે: મેટલ સ્ટ્રક્ચર્સની સ્થાપના દરમિયાન, ફર્નિચર, બગીચાની ઇમારતો, શેડ, ગ્રીનહાઉસ, વાડ, ગાઝેબોસ, ચંદરવો, પેવેલિયન, પેર્ગોલાસના ઉત્પાદન માટે.
તે જ સમયે, સ્ટીલમાં ચોક્કસ પ્લાસ્ટિસિટી હોય છે - પાતળી-દિવાલોવાળી પાઈપો વાંકા થઈ શકે છે. પરંતુ જ્યારે વળાંક આવે છે, ત્યારે પાઇપ વાંકા થઈ શકે છે, કિંક અને ફોલ્ડ્સ બનાવી શકે છે - આ ખામીઓ પાઈપોની મજબૂતાઈ ઘટાડે છે અને ખૂબ સૌંદર્યલક્ષી રીતે આનંદદાયક લાગતી નથી. તેથી, બેન્ડિંગ માટે ખાસ ઉપકરણોનો ઉપયોગ થાય છે - પાઇપ બેન્ડર્સ.
પાઇપલાઇન્સ નાખતી વખતે અને બેન્ટ સ્ટ્રક્ચર્સનું ઉત્પાદન કરતી વખતે, બેન્ડિંગ તમને વેલ્ડ અને કનેક્ટિંગ ફિટિંગ્સની સંખ્યા ઘટાડવાની મંજૂરી આપે છે, જે તમને ઘણા પૈસા બચાવવા માટે પરવાનગી આપે છે.
તમારા પોતાના હાથથી રોલિંગ સ્ટ્રક્ચર બનાવવું
અરજી ખાસ સાધન, જે તમને પ્રોફાઈલ સહિત પાઈપોને સરળતાથી અને સરળ રીતે વાળવાની મંજૂરી આપે છે, તે પહેલાથી જ પ્લમ્બિંગમાં પરંપરા ગણી શકાય. દરમિયાન, પ્લમ્બિંગ પ્રેક્ટિસના સમગ્ર સમયગાળા દરમિયાન, ખાસ સાધનનો ઉપયોગ કર્યા વિના વળાંક મેળવવાની ઘણી સરળ રીતોની શોધ કરવામાં આવી છે.








ઉપકરણ રેખાંકનો
પ્રોફાઇલ બેન્ડર્સનું વર્ગીકરણ
પાઇપ બેન્ડર્સને બેન્ડિંગ પદ્ધતિ અને ડ્રાઇવના પ્રકાર અનુસાર વર્ગીકૃત કરવામાં આવે છે. વધુમાં, પાઇપ બેન્ડર્સ સાર્વત્રિક અથવા વિશિષ્ટ હોઈ શકે છે: રાઉન્ડ અથવા પ્રોફાઇલ પાઈપો માટે.
બેન્ડિંગ પ્રક્રિયા પોતે ગરમ અથવા ઠંડી હોઈ શકે છે, પાઇપની અંદરના ભાગને ફિલર (રેતી અથવા મીઠું) સાથે ભરીને અથવા વગર.
બેન્ડિંગ ડિવાઇસ મેન્યુઅલ, હાઇડ્રોલિક, ઇલેક્ટ્રિક, હાઇબ્રિડ હોઈ શકે છે - હાઇડ્રોલિક અને મોલ્ડિંગ તત્વોને જોડીને ઇલેક્ટ્રિક ડ્રાઇવ. છે ઔદ્યોગિક એકમોજાડા-દિવાલોવાળા પાઈપોને વાળવા માટે જેમાં બેન્ડિંગ પોઈન્ટ ઇન્ડક્શન દ્વારા ગરમ થાય છે.
હાઇડ્રોલિક ઉપકરણો મેન્યુઅલ અને સ્થિર છે, જે 75 મીમી સુધીના વ્યાસ સાથે વર્કપીસને વળાંક આપી શકે છે. ઇલેક્ટ્રિકલી સંચાલિત એકમો (ઇલેક્ટ્રોમિકેનિકલ) વિવિધ પ્રકારના વ્યાસના પાઈપોને વળાંક આપી શકે છે. ઇલેક્ટ્રોમિકેનિકલ એકમો પાતળી-દિવાલોવાળી ટ્યુબને પણ વાળી શકે છે સારી ગુણવત્તાવાળવું, ફોલ્ડ અથવા ક્રિઝ વિના (ફોટો જુઓ - તે એવું ન હોવું જોઈએ).
હાઇબ્રિડ એકમો સ્થિર હોય છે, તેમની પાસે શાફ્ટના ભાગ પર હાઇડ્રોલિક ડ્રાઇવ હોય છે અને શાફ્ટના બીજા ભાગમાં ઇલેક્ટ્રિક ડ્રાઇવ હોય છે.
મેન્યુઅલ ઉપકરણોનો ઉપયોગ કાં તો પોર્ટેબલ તરીકે થાય છે (તેઓ તે સાઇટની નજીક વપરાય છે જ્યાં મેટલ સ્ટ્રક્ચર્સ એસેમ્બલ થાય છે) અથવા નાના વ્યાસ અથવા નરમ વર્કપીસ (તાંબુ, સ્ટેનલેસ સ્ટીલ, પ્લાસ્ટિક) ને વાળવા માટે. ઘરગથ્થુ પ્લોટમાં અથવા એપાર્ટમેન્ટમાં કામ કરતી વખતે, નાના વ્યાસ અને મર્યાદિત માત્રામાં પાઈપોનો ઉપયોગ કરવામાં આવે છે, તેથી ઘરે તે મેન્યુઅલ પાઇપ બેન્ડર મેળવવા માટે પૂરતું છે.
બેન્ડિંગ પાઈપોની પદ્ધતિ અનુસાર, પ્રોફાઇલ બેન્ડિંગ આ હોઈ શકે છે:
- રોલર - વર્કપીસ ત્રણ રોલરો વચ્ચે પસાર કરીને રચાય છે.
- ક્રોસબો - અનુસાર, વિશિષ્ટ આકારમાં મૂકવામાં આવે ત્યારે વર્કપીસ વળેલો હોય છે દેખાવડિઝાઇન ક્રોસબો જેવું લાગે છે - તેથી નામ. એક ઉપકરણ સામાન્ય રીતે બ્લેન્ક્સ માટે મોલ્ડના સમૂહ સાથે હોય છે વિવિધ કદઅને વિવિધ બેન્ડિંગ એંગલ અને વ્યાસ માટે.
- વિભાજિત - વર્કપીસ એક વિશિષ્ટ સેગમેન્ટ દ્વારા વળેલું છે, જ્યારે સેગમેન્ટની આસપાસ ખેંચાય છે.
- લીવર - પાતળા-દિવાલોવાળા પાઈપોના મેન્યુઅલ બેન્ડિંગ માટે રચાયેલ છે.
- વસંત - કોપર અથવા માટે વપરાય છે પ્લાસ્ટિક પાઈપો, જાડા વાયરથી બનેલા કંડક્ટર સ્પ્રિંગને વર્કપીસમાં દાખલ કરવામાં આવે છે (ક્યારેક ટોચ પર મૂકવામાં આવે છે) અને મેન્યુઅલ બેન્ડિંગ કરવામાં આવે છે.
- મેન્ડ્રેલ - ફિલર (રેતી, મીઠું) અથવા વર્કપીસની અંદર સ્થાપિત મેન્ડ્રેલ સાથે. પાઇપને વિન્ડિંગ રોલર પર ઘા છે;
- મંડલેસ - વર્કપીસ બેન્ડિંગ રોલર પર ઘા છે.
વ્યાવસાયિક પાઇપ માટે જાતે પાઇપ બેન્ડર કેવી રીતે બનાવવું
1લી પદ્ધતિ
પ્રોફાઇલ પાઇપ માટે બેન્ડિંગ મશીન બનાવવા અને તેનો ઉપયોગ કરવા માટે, તમારે ચેનલના બે ટુકડા, ટ્રેક્ટરના પાટાનો ભાગ હોય તેવી આંગળીઓના બે કટીંગ અને ચાર ખૂણા તૈયાર કરવા પડશે.
વર્કપીસને વાળવા માટે તમારે એક જેકની જરૂર પડશે જે 5 ટન કે તેથી વધુનું બળ વિકસાવવામાં સક્ષમ હોય. આ કિસ્સામાં, તેને રિટ્રેક્ટેબલ સળિયા પર સ્ટીલ પ્લેટફોર્મ સ્થાપિત કરીને તેના આધુનિકીકરણની જરૂર પડશે, જેના ઉત્પાદન માટે, પાઇપ પ્રોફાઇલ સાથે તુલનાત્મક "સ્ટ્રીમ" પહોળાઈ ધરાવતી, ઘસાઈ ગયેલી ગરગડીનો ઉપયોગ કરી શકાય છે.
ભાવિ મશીનની ફ્રેમ વેલ્ડીંગ દ્વારા સ્ટીલ પ્લેટ પર નિશ્ચિત ખૂણાઓમાંથી એસેમ્બલ કરવામાં આવે છે. કુલ ચાર ખૂણાઓનો ઉપયોગ કરવામાં આવે છે, જેમાં 60 થી 80 મીમીની ફ્લેંજ હોય છે, જેના ઉપરના છેડે બે ચેનલો વેલ્ડીંગ દ્વારા નિશ્ચિત કરવામાં આવે છે. વળાંકના કોણને સમાયોજિત કરવા માટે, ચેનલોની દિવાલોમાં સપ્રમાણતાવાળા છિદ્રો હોવા જરૂરી છે જેને ડ્રિલ કરવાની જરૂર છે.
ફિનિશ્ડ મશીનને કામ માટે તેની પ્રારંભિક સ્થિતિ પર લાવવા માટે, તે પૂરતું છે:
- ચેનલોમાં મેળવેલા છિદ્રોમાં એક્સેલ્સ (આંગળીઓ) દાખલ કરો અને વર્કપીસ માટે સ્ટોપ્સ તરીકે રોલર્સને તેમની સાથે જોડો;
- જેક પ્લેટફોર્મને એવા સ્તરે વધારવું કે વર્કપીસ રચાયેલા ગેપમાં પસાર થઈ શકે;
- પ્રોફાઇલ પાઇપ માટે મશીનમાં વર્કપીસ ઇન્સ્ટોલ કરો અને તેની કાર્યક્ષમતાનો ઉપયોગ કરીને જેકનો ઉપયોગ કરીને જરૂરી વળાંક બનાવો.
2જી પદ્ધતિ
રોલ્ડ પ્રોફાઇલ પાઇપ માટે હોમમેઇડ પાઇપ બેન્ડર સૂચવે છે કે વર્કપીસ બાજુના રોલર્સ પર નાખવામાં આવશે અને ત્રીજા ભાગ દ્વારા ટોચ પર દબાવવામાં આવશે. આ સ્થિતિમાં પાઇપને ઠીક કર્યા પછી, જે બાકી રહે છે તે ઇચ્છિત વળાંક પ્રાપ્ત કરવા માટે સાંકળ ટ્રાન્સમિશન દ્વારા શાફ્ટને ચલાવવાનું છે.
રોલિંગ પ્રોફાઇલ પાઈપો માટે મશીન બનાવવા માટે તમારે આની જરૂર પડશે:

ધ્યાન આપો! યોગ્ય ગણતરીઓ અને રેખાંકનો વિના કાર્યાત્મક રોલિંગ પાઇપ બેન્ડરનું ઉત્પાદન કરવું સમસ્યારૂપ છે. જો કે, દરેકને આ માટે જરૂરી જ્ઞાન હોતું નથી, તેથી તૈયાર દસ્તાવેજોનો ઉપયોગ કરવો શ્રેષ્ઠ છે.
પ્રોફાઇલ માટે તમારું પોતાનું પાઇપ બેન્ડર બનાવવું એ એક સંપૂર્ણ શક્ય કાર્ય છે જે ચોક્કસ લક્ષ્યો સાથે સંબંધિત હોવું આવશ્યક છે. જો તમે આવા કાર્યને ફક્ત એક-વખતની ઇવેન્ટ તરીકે હાથ ધરવાની યોજના ઘડી રહ્યા હો, તો તમે એકત્રિત કરી શકો છો લાકડાનું માળખું, જે ટૂંકા સેવા જીવનનો સામનો કરવા માટે તદ્દન સક્ષમ છે.
એકત્રિત કરવા માટે સ્થિર ઉપકરણબેન્ડિંગ પાઈપો માટે જરૂરી છે, તમારે નીચેના કરવું જોઈએ:
- માઉન્ટ મેટલ ફ્રેમબોલ્ટ અને વેલ્ડીંગનો ઉપયોગ કરીને તેના તત્વોને જોડીને;
- હાલના ડ્રોઇંગ અનુસાર તેમના પર એક્સેલ્સ અને શાફ્ટ ઇન્સ્ટોલ કરો, પ્લેસમેન્ટ લેવલનું અવલોકન કરો: ત્રીજાની ઉપર બે;
- મશીનને પાવર કરવા માટે વપરાતી ચેઇન ડ્રાઇવને એસેમ્બલ કરો, જેના માટે માત્ર એક સાંકળની જરૂર પડશે નહીં, જે ઉધાર લઈ શકાય છે, ઉદાહરણ તરીકે, જૂની મોટરસાઇકલમાંથી, પણ ત્રણ ગિયર્સ પણ;
- શાફ્ટમાંથી એક સાથે હેન્ડલ જોડો.
તમે સૌથી સરળ પ્રોફાઇલ બેન્ડિંગ મશીન જાતે બનાવી શકો છો. આ કામ તદ્દન શક્ય છે હોમ હેન્ડમેન. હોમમેઇડ ઉત્પાદનોની ગુણવત્તા વ્યવહારીક રીતે ઔદ્યોગિક ડિઝાઇનથી હલકી ગુણવત્તાવાળા નથી. પ્રદર્શન, અલબત્ત, ઇલેક્ટ્રિક ડ્રાઇવવાળા મોડેલોથી અલગ છે, પરંતુ ઘર અને એસ્ટેટની જરૂર નથી મોટી રકમવળાંકવાળા ઉત્પાદનો.
રેખાંકનો અને આકૃતિઓ
તમે પાઇપ બેન્ડર બનાવવાનું કેવી રીતે નક્કી કરો છો તે ધ્યાનમાં લીધા વિના, તમારે સૌ પ્રથમ તેના એપ્લિકેશનના અવકાશને ધ્યાનમાં લેવો જોઈએ - નક્કી કરો કે તમે કયા કદ અને આકારના ઉત્પાદનોને વાળશો અને કયા બેન્ડિંગ ત્રિજ્યા સાથે. માટે બગીચાની ડિઝાઇનઅને ફર્નિચર, બેન્ડિંગ ત્રિજ્યા વિભાગની 2.5 બાજુઓ હોઈ શકે છે (માટે રાઉન્ડ બ્લેન્ક્સ– 5 ત્રિજ્યા), અને 10-15-20 બાજુઓ હોઈ શકે છે (ગેઝેબોસ, ગ્રીનહાઉસ અને અન્ય મોટા બંધારણો માટે). પછી ચોક્કસ પરિમાણો સાથે ડ્રોઇંગ અથવા ડાયાગ્રામ દોરો. ડ્રોઇંગ વિના ઉચ્ચ-ગુણવત્તાવાળા પાઇપ બેન્ડરને એસેમ્બલ કરવું અશક્ય છે.
સૌથી સરળ પાઇપ બેન્ડર એ એક ટેમ્પલેટ છે જે બોર્ડમાંથી કાપીને બેઝ પર મૂકવામાં આવે છે - જાડા પ્લાયવુડ અથવા ઓએસબી. રોલ્ડ સ્ટીલ હાથ દ્વારા વળેલું છે. બોર્ડની જાડાઈ વર્કપીસના વ્યાસ અથવા બાજુના કદ કરતા વધારે હોવી જોઈએ - પછી બેન્ડિંગ વધુ સારી ગુણવત્તાની છે. તમે નક્કર આધાર (પ્રાધાન્ય કોંક્રિટ) માં ચાલતા સ્ટીલના ડટ્ટા અથવા હૂકમાંથી ટેમ્પલેટ બનાવી શકો છો.
એસેમ્બલ કરવા માટે પૂરતી સરળ મેન્યુઅલ મશીનપ્રોફાઇલ બ્લેન્ક્સ માટે વોલ્નોવા. બેન્ડિંગ ત્રિજ્યાના સમાન ત્રિજ્યા સાથેનો રોલર અને બીજા રોલર સાથે જોડાયેલ બે મેટલ પ્લેટ મજબૂત મેટલ પ્લેટ સાથે સુરક્ષિત છે. પાઇપનો અંત ક્લેમ્બ સાથે ક્લેમ્બ્ડ છે, પ્લેટો પરનો રોલર વર્કપીસને ફેરવે છે અને વળાંક આપે છે.
પ્રોફાઇલ બેન્ડરનું બીજું સંસ્કરણ છે જે તમે જાતે બનાવી શકો છો - ત્રણ રોલર્સ સાથે.
પાઇપ બેન્ડિંગ રોલર્સ અથવા રોલિંગ પાઇપ બેન્ડર બનાવવા માટે તમારે આની જરૂર પડશે:
- મેટલ ફ્રેમ (બેડ) લંબચોરસ ચેનલ બને છે.
- ચોરસ રૂપરેખાઓ, ચેનલો, ખૂણાઓ અથવા સ્થિર સ્ટીલ વર્કબેંચથી વેલ્ડેડ ટકાઉ સ્ટેન્ડ.
- શાફ્ટ સાથે ત્રણ રોલોરો; રોલરોને એવી રીતે ફેરવવું આવશ્યક છે કે બેન્ટ પ્રોફાઇલના પરિમાણોની સમાન પરિમાણો સાથે તેમાં એક ખાંચ રચાય છે; શાફ્ટ અને રોલર્સ ટર્નરથી મંગાવવામાં આવે છે.
- શાફ્ટ બેરિંગ્સ.
- સાંકળ.
- વિંચ.
- ક્લેમ્પ.
- માર્ગદર્શિકાઓ માટે ખૂણા.
સાધનો:
- કટીંગ ડિસ્ક સાથે ગ્રાઇન્ડરનો.
- વેલ્ડીંગ મશીન, ઇલેક્ટ્રોડ્સ.
- ડાઇ.
- ઇલેક્ટ્રિક કવાયત.
- શાફ્ટ માઉન્ટ.
ફ્રેમ સ્ટેન્ડ અથવા વર્કબેન્ચ પર સુરક્ષિત છે - સ્ટેન્ડ પર વેલ્ડિંગ, ક્લેમ્પ્સ સાથે વર્કબેન્ચ પર સુરક્ષિત. માર્ગદર્શિકાઓ વેલ્ડેડ છે. બેરિંગ્સ ફ્રેમ પર માઉન્ટ થયેલ છે, બે નીચલા શાફ્ટ બેરિંગ્સમાં માઉન્ટ થયેલ છે, અને રોલર્સ શાફ્ટ પર માઉન્ટ થયેલ છે. શાફ્ટ અને રોલર્સ ટર્નરથી મંગાવવામાં આવે છે.
એક ડબલ-પંક્તિ સાંકળ શાફ્ટ પર મૂકવામાં આવે છે, એક વિંચ મધ્યમાં સુરક્ષિત છે, અને સાંકળ સુરક્ષિત છે. પ્રેસિંગ મૂવેબલ શાફ્ટ સુરક્ષિત છે. ઉપલા દબાણવાળા રોલર અને શાફ્ટ સ્ક્રૂનો ઉપયોગ કરીને માર્ગદર્શિકા સાથે આગળ વધે છે.
હેતુ અને પ્રકારો
જ્યારે તમારે રાઉન્ડ અથવા પ્રોફાઇલ મેટલ પાઇપને નાજુક અને સચોટ રીતે વાળવાની જરૂર હોય ત્યારે પાઇપ બેન્ડર એ એક અનિવાર્ય ઉપકરણ છે
મેટલ પ્રોફાઇલ પાઈપોનું બેન્ડિંગ સીધું તેમના વ્યાસ, દિવાલની જાડાઈ અને ઉત્પાદનની સામગ્રી સાથે સંબંધિત છે, તેથી મેટલ ઉત્પાદકો હંમેશા વિશિષ્ટ કોષ્ટકોમાં વિકૃતિની લઘુત્તમ ત્રિજ્યા સૂચવે છે.
બેન્ડિંગ ત્રિજ્યાની ગણતરી કરવા માટેનું કોષ્ટક સ્ટીલ પાઈપોવ્યાસ અને દિવાલની જાડાઈ પર આધાર રાખીને
વિશિષ્ટ ઉપકરણો - પાઇપ બેન્ડર્સ - તમને ભાગને નુકસાન પહોંચાડ્યા વિના જરૂરી વળાંકનો વળાંક મેળવવાની મંજૂરી આપે છે. ફ્રેગમેન્ટની લંબાઈને આધારે કે જેને વાળવાની જરૂર છે, બે પ્રકારનાં ઉપકરણોનો ઉપયોગ થાય છે:
- લીવર પાઇપ બેન્ડર્સ;
- રોલિંગ એકમો.
સૌથી સામાન્ય ઉત્પાદનો લીવર-પ્રકારના પાઇપ બેન્ડર્સ છે. આવા ઉપકરણોમાં, બળ યોગ્ય જગ્યાએ લાગુ કરવામાં આવે છે, અને વળાંક પોતે સેગમેન્ટ (નમૂનો) ના આકારને અનુસરે છે, જે કેટલાક ઉપકરણોમાં દૂર કરી શકાય તેવા હોઈ શકે છે. એક નિયમ તરીકે, આવા એકમોમાં વિવિધ વ્યાસના પાઈપો માટેના ઘણા ભાગોનો સમાવેશ થાય છે.
સેગમેન્ટલ ઉપકરણો ઉપરાંત, ઉદ્યોગ મેન્ડ્રેલ અને ક્રોસબો પાઇપ બેન્ડર્સનું ઉત્પાદન કરે છે, જેનો બેન્ડિંગ આકાર બે માર્ગદર્શક રોલર્સ અને પ્રેશર ટેમ્પલેટ (મેન્ડ્રેલ) દ્વારા સેટ કરવામાં આવે છે. આ ડિઝાઇન ટૂંકા વિસ્તારોમાં રાઉન્ડ સ્ટીલ પાઈપોની ઠંડા પ્રક્રિયાને મંજૂરી આપે છે. માર્ગ દ્વારા, યુટિલિટી ઇન્સ્ટોલર્સમાં કોમ્પેક્ટ ક્રોસબો પાઇપ બેન્ડર્સ સૌથી લોકપ્રિય સાધન છે.
સરળ, ઝડપી અને ઉચ્ચ ગુણવત્તા - આ ક્રોસબો પાઇપ બેન્ડર્સના ફાયદા છે જે વ્યાવસાયિક ઇન્સ્ટોલર્સને આકર્ષિત કરે છે
લીવર બેન્ડિંગ ડિવાઇસની ડિઝાઇનના આધારે, તેમાં કોઈપણ પ્રકારની ડ્રાઇવ હોઈ શકે છે:
- હાઇડ્રોલિક;
- વાયુયુક્ત;
- ઇલેક્ટ્રિક
હેલો. આજે હું તમને મારા ઘરે બનાવેલા પાઇપ બેન્ડર વિશે કહેવા માંગુ છું જે મેં આ શિયાળામાં બનાવ્યું છે.
હું લાંબા સમયથી આના જેવું મશીન બનાવવા વિશે વિચારી રહ્યો છું. તેની સહાયથી, તમે પ્રોફાઇલ પાઈપોને રોલ કરી શકો છો, તેમને આર્ક આકાર આપી શકો છો. આ ઑપરેશનની ખૂબ માંગ છે - તમે એસેમ્બલ કરી શકો છો, ઉદાહરણ તરીકે, ગ્રીનહાઉસ, એક છત્ર, પ્રવેશદ્વાર પર છત્ર. તમે ગેટ અથવા મેટલ વાડની ટોચની ધારને રસપ્રદ આકાર આપી શકો છો...
અને આ શિયાળામાં મેં સમય શોધી કાઢ્યો અને આ હોમમેઇડ પ્રોજેક્ટ કરવાનું શરૂ કર્યું. ડિઝાઇન કરતી વખતે, મેં નીચેના મુદ્દાઓ ધ્યાનમાં લીધા:
હું વ્યવસાયિક રીતે તેનો ઉપયોગ કરવાનો નથી તે ધ્યાનમાં રાખીને, મેં પ્રમાણમાં બનાવવાનું નક્કી કર્યું હલકો ડિઝાઇન, જે પરિવહન માટે પણ સરળ છે અને સંગ્રહ દરમિયાન વધુ જગ્યા લેશે નહીં. (છેવટે, હું ઘરની નજીક અથવા ડાચા પર પાઈપો વાળું છું. હું દર વર્ષે તેનો ઉપયોગ કરીશ નહીં. અને મારે ચોક્કસપણે મોટા-વિભાગની પાઈપો વાળવી પડશે નહીં). તેથી શક્તિશાળી સ્થિર માળખુંમોટા સંસાધન સાથે, મેં તે ન કરવાનું નક્કી કર્યું...
ઇન્ટરનેટ પર સમાન મશીનોના ઘણા વર્ણનો છે. તેમના ઓપરેટિંગ સિદ્ધાંત સમાન છે - તે ત્રણ શાફ્ટ પર આધારિત છે, જેમાંથી એક વર્ટિકલ પ્લેનમાં જંગમ છે. તે તે છે જે પાઇપને વાળે છે અને, આ શાફ્ટની સાથે ફરતા, તે ચાપનો આકાર લે છે.
... મૂળભૂત રીતે, તે બધા બે પ્રકારોમાં વિભાજિત છે:
1. "બ્રેકિંગ" ફ્રેમ સાથે:

2. જંગમ કેન્દ્રીય ગાડી સાથે.

બીજો પ્રકાર વધુ કોમ્પેક્ટ છે (વધુ જટિલ હોવા છતાં), તેથી મેં આ એક બનાવવાનું નક્કી કર્યું.
બદલામાં, મૂવેબલ સેન્ટ્રલ કેરેજવાળા પાઇપ બેન્ડર્સ પણ બે પ્રકારમાં વહેંચાયેલા છે: ડ્રાઇવિંગ સેન્ટ્રલ શાફ્ટ સાથે અને ડ્રાઇવિંગ ચેઇન દ્વારા એકબીજા સાથે જોડાયેલા બે ડ્રાઇવિંગ બાહ્ય શાફ્ટ સાથે.
જો તમે કેન્દ્રિય શાફ્ટને અગ્રણી બનાવો છો, તો પછી બાહ્ય વચ્ચેનું અંતર સરળતાથી બદલવું શક્ય છે, જે વિવિધ પ્રોફાઇલ પાઈપોના ક્રોસ-સેક્શન (અને તેથી કઠોરતા) ના આધારે કાર્યનું વધારાનું ગોઠવણ પ્રદાન કરશે.
શરૂઆતમાં મને શંકા હતી કે જો માત્ર એક ડ્રાઇવ શાફ્ટનો ઉપયોગ કરવામાં આવે તો ત્યાં સ્લિપેજ હશે કે કેમ, પરંતુ ઓપરેશનમાં એક ડ્રાઇવ શાફ્ટ સાથે પાઇપ બેન્ડરનું અવલોકન કર્યા પછી, મને સમજાયું કે ખૂબ મોટા ભાગો માટે આ બળ પૂરતું નથી. પરંતુ હું પાઈપોને 60 મીમી કરતા વધુની ઊંચાઈ સાથે વાળવાનો નથી... તેથી જ હું આવા ઉપકરણ પર સ્થાયી થયો છું.
અને થોડા સમય પછી, મને પાઇપ બેન્ડર મળ્યો, જે તમે આ વિડિઓમાં જોશો:
તેથી, વધુ વિગતવાર... મને જરૂર છે:
1. જૂની ખામીયુક્ત હાઇડ્રોલિક જેક
2. વિવિધ વિભાગોની પ્રોફાઇલ પાઈપો.
3. 40 મીમીના વ્યાસ સાથે વર્તુળ, 500 મીમીની લંબાઈ.
4. બેરિંગ્સ 6206 4pcs
5. બેરિંગ્સ 6202 8 પીસી.
6. ચેનલ નંબર 65
7. થ્રસ્ટ બેરિંગ્સ 2 પીસી.
8. હાર્ડવેર (બોલ્ટ, નટ્સ, વોશર, કોટર પિન)
મેં મુખ્ય કાર્યકારી તત્વો - શાફ્ટ બનાવીને શરૂ કર્યું. મારી પાસે 40 મીમી ગોળ લાકડું હતું, અડધો મીટર લાંબું. જાડું લેવું શક્ય હતું, પણ... મારી પાસે આ હતું!))). તેથી, મેં તેને ત્રણ ભાગોમાં જોયો. બે - 130 મીમી દરેક, અને એક - જે બાકી છે))))). લેથ પર મેં બેરિંગ્સ માટે શાફ્ટ ફેરવ્યા (વ્યાસમાં 30 મીમી સુધી)

શાફ્ટ તૈયાર છે. મેં ગાડી એસેમ્બલ કરવાનું શરૂ કર્યું. મેં તેને 65મી ચેનલમાંથી બનાવવાનું નક્કી કર્યું - 206મી બેરિંગ્સ તેમાં સારી રીતે ફિટ છે...



મેં ચેનલને જરૂરી લંબાઈમાં કાપ્યા પછી, મેં તેના કેન્દ્રમાં એક છિદ્ર ડ્રિલ કર્યું અને તેને ખૂણાની બાજુઓ પર વેલ્ડિંગ કર્યું:







તે પછી મેં સેન્ટર સ્ક્રૂ બનાવવાનું શરૂ કર્યું. મેં તેને જૂનામાંથી લીધો છે હાઇડ્રોલિક જેક, જે મને સ્ક્રેપ મેટલ પર મળી. જ્યારે મને ખાતરી હતી કે તે ફરી ક્યારેય જેક નહીં બને, ત્યારે મેં તેનો ઉપયોગ કરવાનું નક્કી કર્યું.

સ્ક્રુનો પોતે 30 મીમીનો વ્યાસ હતો. તેના અંતે, મેં 8mm ડ્રીલ વડે એક બ્લાઈન્ડ હોલ ડ્રિલ કર્યું, ત્યાં એક પિન લગાવી અને તેને વેલ્ડીંગ વડે સુરક્ષિત કરી:


જેકમાંનો સ્ક્રૂ પિસ્ટનમાં સ્ક્રૂ કરવામાં આવ્યો હતો. મેં તેને કાપી નાખ્યો ટોચનો ભાગ(થ્રેડ સાથે) અને બીજી રીંગ, 20 મીમી પહોળી.

મેં આ રીંગને સ્ક્રુ પર લગાવી, સ્ક્રુને પીન વડે ગાડીના છિદ્રમાં નાખ્યો અને રીંગને કેરેજમાં વેલ્ડ કરી:


હશે બેઠકઆધાર બેરિંગ માટે. (મેં તેને બાહ્ય વ્યાસ અનુસાર પસંદ કર્યું છે)

મેં સ્ટડ પર એક અખરોટ સ્ક્રૂ કર્યો અને અખરોટ અને સ્ટડમાં એક છિદ્ર ડ્રિલ કર્યું:


તે માત્ર હાઈ હીલ્સમાં જ શક્ય હતું, પરંતુ તે મને વધુ સુરક્ષિત લાગતું હતું. યુનિટને એસેમ્બલ કર્યા પછી હવે અખરોટને કોટર પિન વડે સુરક્ષિત કરી શકાય છે. અને એસેમ્બલી, જેમ તમે અનુમાન લગાવ્યું છે, તેમાં સ્ક્રુ, બેરિંગ, કેરેજ, સેકન્ડ બેરિંગ અને અખરોટનો સમાવેશ થાય છે.


હવે, જ્યારે દબાવવામાં આવે છે, ત્યારે સ્ક્રુ ઉપલા બેરિંગ દ્વારા કેરેજની સામે આરામ કરશે, અને જ્યારે ઉપાડવામાં આવશે, ત્યારે કેરેજ તેના પર નીચેની બેરિંગ દ્વારા અટકી જશે.
કેરેજની બાજુઓ પર મેં 50 બાય 20 પ્રોફાઇલ પાઇપનો ટુકડો વેલ્ડ કર્યો - આ માર્ગદર્શિકાઓ હશે, અને ખૂણામાં મેં છિદ્રો ડ્રિલ કર્યા અને M6 થ્રેડો કાપી. ડ્રાઇવ શાફ્ટ ક્લેમ્પ્સને સુરક્ષિત કરતા બોલ્ટ્સ તેમાં સ્ક્રૂ કરવામાં આવશે.


મેં બેરિંગ માઉન્ટિંગ ક્લેમ્પ્સને પોતાને ટીનમાંથી કાપી નાખ્યા - ત્યાં તાકાતની જરૂર નથી, જ્યાં સુધી કેરેજ ઉપાડવામાં આવે ત્યારે શાફ્ટ ન પડે ત્યાં સુધી:



આગળ મેં ટોચની પ્લેટ બનાવવાનું શરૂ કર્યું. તેને ખૂબ જ મજબૂત બનાવવાની જરૂર છે - જ્યારે તે પાઇપને વાળશે ત્યારે તે સ્ક્રુના તમામ બળને સહન કરશે. તેથી, મેં તે જ 65 ચેનલમાંથી બનાવ્યું. વર્ટિકલ રેક્સ માટે મેં 50 બાય 25 પ્રોફાઈલ પાઇપનો ઉપયોગ કરવાનું નક્કી કર્યું છે (65મી ચેનલના છાજલીઓ વચ્ચેનું અંતર બરાબર 50 મીમી છે. રેક્સ તેમાં ફિટ થશે અને M10 બોલ્ટ અને નટ્સ સાથે સુરક્ષિત છે), પછી તેની પહોળાઈ ટોચની પ્લેટ 50 મીમી મોટી કેરેજ પહોળાઈ (2 ગણી 25) હોવી જોઈએ. મેં ચેનલના આવા બે ટુકડા કાપી નાખ્યા.

બીજો એક અડધા ભાગમાં કાપવામાં આવ્યો હતો અને લંબાઈની દિશામાં ફેલાયો હતો:



મેં જેક પિસ્ટનમાંથી કાપેલા થ્રેડેડ ભાગને કેન્દ્રમાં દાખલ કર્યો:

મેં બધું રાંધ્યું અને વધારાનું કાપી નાખ્યું:


આગળ, મેં ફ્રેમ બનાવવાનું શરૂ કર્યું. તે પ્રોફાઇલ પાઇપમાંથી પણ એસેમ્બલ કરવામાં આવ્યું હતું. મેં ક્રોસ સેક્શન 60 બાય 30 લીધું:


મેં દરેક શાફ્ટ માટે ત્રણ પોઝિશન બનાવવાનું નક્કી કર્યું. મેં પ્રોફાઇલ પાઇપમાંથી બેરિંગ્સ માટે માઉન્ટિંગ્સ પણ બનાવ્યા, તેથી મેં દરેક 50 મીમીના 12 સરખા ટુકડા કાપી નાખ્યા. (અહીં, અને માત્ર અહીં જ નહીં, મારું, જેના વિશે મેં તમને અગાઉના પ્રકાશનમાં કહ્યું હતું, તેણે મને ઘણી મદદ કરી):

જે પછી મેં વર્ટિકલ પોસ્ટ્સ અને બેરિંગ માઉન્ટિંગ્સને ફ્રેમમાં વેલ્ડ કર્યા:

અને કિનારીઓ સાથે ચાર "કાન" પણ. પાઇપ બેન્ડરને વર્કબેન્ચ સાથે સ્ક્રૂ સાથે જોડવા માટે પાછળથી તેમાં છિદ્રો ડ્રિલ કરવામાં આવશે.


મુખ્ય ભાગ તૈયાર છે. તમે પ્રી-એસેમ્બલી શરૂ કરી શકો છો:

મેં 20 બાય 20 પાઇપનો ટુકડો ટોચ પરના સ્ક્રૂ પર વેલ્ડ કર્યો. મેં નક્કી કર્યું કે પરીક્ષણ પ્રક્રિયા દરમિયાન, જો તે માર્ગમાં આવશે, તો હું તેને કાપી નાખીશ અને 15 બાય 15 પાઇપથી બનેલા દૂર કરી શકાય તેવા લિવરનો ઉપયોગ કરીશ, જે અંદર દાખલ કરવામાં આવે છે... પરંતુ, આગળ જોતાં, હું કહીશ કે આ જરૂરી ન હતું. લીવર ખરેખર ડ્રાઇવ હેન્ડલને ફેરવવામાં દખલ કરે છે જો તે ક્વાર્ટર ટર્ન કરે છે (તે પાઇપ બેન્ડર પર ચોંટી જાય છે). પરંતુ તે બહાર આવ્યું છે કે અડધા વળાંકના અંતરાલો પર સ્ક્રૂને સજ્જડ કરવું એકદમ સામાન્ય છે.


આગળ, મેં ડ્રાઈવ હેન્ડલ બનાવવાનું શરૂ કર્યું...મેં 15 બાય 15 પ્રોફાઈલ પાઇપ અને સ્ટડમાંથી હેન્ડલ જાતે બનાવવાનું નક્કી કર્યું. મેં અંતમાં એક છિદ્ર ડ્રિલ કર્યું, તેમાં M14 સ્ટડનો ટુકડો નાખ્યો, તેને વેલ્ડિંગ કર્યું અને તેને સાફ કર્યું:




હવે તમારે લિવર પર જ વળાંક બનાવવાની જરૂર છે - પાઇપ બેન્ડર ટેબલ અથવા વર્કબેંચની ધાર પર ઇન્સ્ટોલ કરવામાં આવશે.



આગળ, તેને શાફ્ટ સાથે જોડો. મેં અગાઉથી નક્કી કર્યું હતું કે તેને માત્ર દૂર કરી શકાય તેવું જ નહીં, પણ તે પલટાઈ જાય અને પરિવહનની સ્થિતિમાં લટકતું કે ચોંટી ન જાય. મેં આ પ્રોફાઇલ શાફ્ટ પર બનાવી છે:


પછી મેં એક અંધ છિદ્ર ડ્રિલ કર્યું અને તેમાં M8 દોરો કાપી નાખ્યો. હેન્ડલ શાફ્ટ પર મૂકવામાં આવશે અને વિંગ બોલ્ટ સાથે વોશર દ્વારા સુરક્ષિત કરવામાં આવશે.

હવે આપણે હેન્ડલ પર હબ બનાવવાની જરૂર છે. મેં કોર્નર સ્ક્રેપ્સનો ઉપયોગ કર્યો:



પછી, એક શિલ્પકારની જેમ, મેં બિનજરૂરી બધું કાપી નાખ્યું :)))))



લિવર તૈયાર છે. હેન્ડલ પર જ (જે મેં M14 પિનથી બનાવ્યું છે), મેં ફક્ત પોલિઇથિલિનનો ટુકડો મૂક્યો પાણીની પાઇપઅને કેપ અખરોટ કડક.
સામાન્ય રીતે, હું મારા કેપ નટ્સના ઉપયોગ પર અલગથી રહેવા માંગુ છું. જો મને પરિભ્રમણની અક્ષની જરૂર હોય તો હું વારંવાર તેનો ઉપયોગ કરું છું. એક્સેલની સાચી લંબાઈ પસંદ કર્યા પછી, તમે કેપ અખરોટ પર સ્ક્રૂ કરી શકો છો અને તેને મહત્તમ બળથી સજ્જડ કરી શકો છો - તે કેપ સાથે એક્સલની સામે આરામ કરશે અને સરળતાથી અનસ્ક્રૂ કરશે નહીં. અલબત્ત, તે એક્સલને ઠીક કરવા યોગ્ય નથી કે જેના પર, ઉદાહરણ તરીકે, વ્હીલ સ્થિત છે, આ રીતે, કોટર પિન વિના, પરંતુ "બિનમહત્વપૂર્ણ" એક્સેલ્સ માટે, જેમ કે "પડદા" કે જેના પર કંઈક ખુલે છે અને બંધ થાય છે, આ તદ્દન યોગ્ય છે.
ચાલો પાઇપ બેન્ડર પર પાછા આવીએ... મેં પહેલેથી જ કહ્યું તેમ, શાફ્ટની ખૂબ જ સરળ પુનઃસ્થાપન જેવી ક્ષણ મારા માટે મહત્વપૂર્ણ હતી. (કારણ કે, હું જાણું છું કે, ઉદાહરણ તરીકે, મારી જાતને, મને ખાતરી છે કે જો તેનો ઉપયોગ કરવો મુશ્કેલ હશે તો હું છેલ્લી ઘડી સુધી વિકલ્પનો ઉપયોગ કરીશ નહીં... ઉદાહરણ તરીકે, જો શાફ્ટ નજીક હોય, અને એક મોટી પાઈપ સામે આવી હોય. ક્રોસ-સેક્શન, હું તેને શાફ્ટની આ સ્થિતિમાં કાળજીપૂર્વક રોલ કરવાનો પ્રયાસ કરીશ, જો તેને બદલવા માટે તમારે ઘણા બધા બદામ ખોલવા પડશે... અને મોટા ભાગે, તે કચડી જશે...). તેથી જ મેં પ્રોફાઇલ પાઇપમાંથી બેરિંગ માઉન્ટિંગ પોઇન્ટ બનાવ્યા. શાફ્ટને રેક્સની ઇચ્છિત જોડીમાં સરળ રીતે દાખલ કરવામાં આવે છે.
પરંતુ આ ડિઝાઇન મારી અન્ય જરૂરિયાત - ગતિશીલતાનો વિરોધાભાસ કરે છે! છેવટે, મશીનને ખસેડતી વખતે, શાફ્ટને દૂર કરીને અલગથી ખસેડવા પડશે... તે જ સમયે, તેમાંથી બેરિંગ્સ દૂર કરવા પડશે (મેં તેમને ઢીલા ફિટ માટે મશીન બનાવ્યું છે અને તે પડી શકે છે). આ મને અનુકૂળ ન હતું. તેથી, મેં એક ભાગ બનાવવાનું નક્કી કર્યું જે ઉપરથી બેરિંગ્સને દબાવશે અને તેને ઠીક કરશે. મેં પ્રોફાઇલ પાઇપના બે વિભાગો લીધા, વિભાગ 50 બાય 20 મીમી, દિવાલ 2 મીમી.

જે પછી મેં દિવાલને 10 અને 40 મીમીમાં વિભાજીત કરીને પહોળા ભાગ સાથે લંબાઈની દિશામાં કાપી નાખ્યા. તે જ સમયે, બીજી બાજુ, મેં આ કદને અરીસામાં ચિહ્નિત કર્યું. હું આના જેવા ચાર ખાલી જગ્યાઓ સાથે સમાપ્ત થયો:

206 મી બેરિંગની પહોળાઈ 15 મીમી છે તે ધ્યાનમાં લેતા, તે આ વર્કપીસની અંદર એકદમ ચુસ્તપણે બંધબેસે છે.
મેં જરૂરી લંબાઈ માપી, મેં બાકીની આ રીતે કાપી:

તે પછી, ઉપલા ભાગને 90 ડિગ્રી નીચે વળાંક આપવામાં આવ્યો હતો, અનુરૂપ કોણ કાપીને:

મેં તેમના પર આ "દાંત" કાપી નાખ્યું:

હવે મેં પાઇપ બેન્ડરની એક બાજુએ બંને શાફ્ટ ઇન્સ્ટોલ કર્યા છે, તેના પર પરિણામી ભાગો મૂક્યા છે, તેમના દ્વારા ઊભી પોસ્ટ્સ પર ડ્રિલ કર્યા છે, અને તેમને કેપ નટ્સ સાથે લાંબા M4 સ્ક્રૂ સાથે જોડી દીધા છે (પરિણામ એક્સેલ્સ હતું). આગળ, મેં બાજુની દિવાલોની પટ્ટીઓ એકબીજા તરફ એકબીજા તરફ વળેલી. હવે, જો આપણે તેમને એકસાથે રિવેટ કરીશું, તો અમને U-આકારનું કવર મળશે, જે નીચે ઉતારવા પર, શાફ્ટ બેરિંગ્સને આવરી લેશે અને તેને ચુસ્તપણે ઠીક કરશે:
ઘણા, તે ગ્રીનહાઉસ હોય કે કેનોપી, ઢંકાયેલ બેન્ટ પ્રોફાઈલ પાઈપોથી બનેલી ફ્રેમના આધારે બાંધવામાં આવે છે. સામનો સામગ્રી- લહેરિયું ચાદર અથવા પોલીકાર્બોનેટ.

પ્રોફાઇલ પાઇપનો બેન્ડિંગ ઉપયોગ કરીને હાથ ધરવામાં આવે છે ખાસ ઉપકરણ-, ઉત્પાદન તકનીક કે જેના વિશે તમે આ લેખમાંથી શીખી શકશો. અમે તમને કહીશું કે તમારા પોતાના હાથથી પ્રોફાઇલ પાઇપ માટે પાઇપ બેન્ડર કેવી રીતે બનાવવું, અમે આકૃતિઓ, રેખાંકનો અને સૂચિ પ્રદાન કરીશું. જરૂરી સાધનોઘરે કામ કરવા માટે.
લેખની સામગ્રી
ઔદ્યોગિક પાઇપ બેન્ડરના ઉપયોગ અને કિંમતની જરૂરિયાત
પ્રોફાઇલ પાઇપ નક્કી કરતી વખતે, બિનઅનુભવી કારીગરો ઘણીવાર મેન્યુઅલ મિકેનિકલ બેન્ડિંગનો આશરો લે છે, જેના માટે તેઓ સપોર્ટ પિનના સ્વરૂપમાં આદિમ માળખાનો ઉપયોગ કરે છે. કોંક્રિટ સ્લેબ, જે પેટર્ન મુજબ પાઇપ વળેલી છે.
જોકે આ પદ્ધતિતેમાં સંખ્યાબંધ નોંધપાત્ર ગેરફાયદા છે, જેમાંથી મુખ્ય શ્રમ તીવ્રતા છે: સ્ટિફનર્સની હાજરીને કારણે પ્રોફાઇલમાં તાકાત વધી છે - ફક્ત શારીરિક શક્તિ પર આધાર રાખીને વાળવું અત્યંત મુશ્કેલ છે. નોંધ કરો કે મેન્યુઅલ બેન્ડિંગને કારણે પ્રોફાઇલની મજબૂતાઈ ઓછી થાય છે, કારણ કે તે અસમાન દળોના ઉપયોગ સાથે છે, જે સામગ્રીમાં આંતરિક તાણમાં વધારો તરફ દોરી જાય છે.
ચાલુ બાંધકામ બજારબેન્ડિંગ પ્રોફાઇલ્સ માટે મોટી સંખ્યામાં ઉપકરણો છે, પરંતુ તેમની પાસે અતિશય ખર્ચ છે, જે ઘરે ઉપયોગ માટે આવા એકમો ખરીદવાની મંજૂરી આપતું નથી. ઉદાહરણ તરીકે, અમે બજારમાં અગ્રણી કંપનીના મશીન મોડલ્સ માટે સરેરાશ કિંમત આપીએ છીએ - ટીવી:
- મેન્યુઅલ પાઇપ બેન્ડર ટીવી -2 -12 હજાર રુબેલ્સ;
- રોલર પ્રોફાઇલ બેન્ડર ટીવી-4 - 30 હજાર;
- પાઇપ બેન્ડર ઇલેક્ટ્રિક રોલર પ્રોફાઇલ બેન્ડર ટીવી-10 (ડબલ-સાઇડેડ) – 76 હજાર.
ઘરે મેન્યુઅલ મશીન બનાવવા માટે, તમારે ઘટક સામગ્રી પર લગભગ 3-5 હજાર ખર્ચ કરવાની જરૂર પડશે, અને કાર્યક્ષમતાના સંદર્ભમાં તે ઉત્પાદનોથી હલકી ગુણવત્તાવાળા રહેશે નહીં. ઔદ્યોગિક ઉત્પાદન.
તમારા પોતાના હાથથી સરળ પાઇપ બેન્ડર બનાવવું
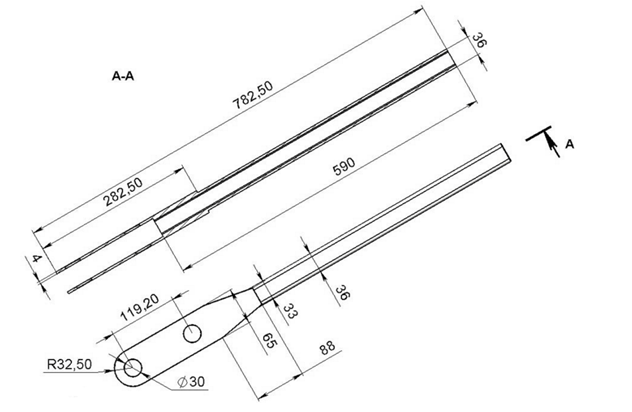
અમે તમારા ધ્યાન પર સૂચનાઓ લાવીએ છીએ, જેને અનુસરીને તમે મેન્યુઅલ બનાવી શકો છો પ્રોફાઇલ પાઇપ બેન્ડર DIY પાઈપો. ઉત્પાદિત મશીન તમને 0-180 ડિગ્રીના ખૂણા પર 10*10 થી 25*25 મીમી સુધીના ક્રોસ-સેક્શન સાથે પ્રોફાઇલ્સને વાળવાની મંજૂરી આપે છે.

આ સૌથી સરળ ડિઝાઇન, જેના ઉત્પાદન માટે તમારે નીચેની સામગ્રીની જરૂર પડશે:
- M6 સ્ટડ્સ માટે 30 મીમી વ્યાસના છિદ્ર અને 4 માઉન્ટિંગ સોકેટ્સ સાથે ફાસ્ટનિંગ સ્ટ્રીપ;
- પરિભ્રમણ માટે હેન્ડલ, જેનો ઉપયોગ પ્રબલિત જાડા-દિવાલોવાળી ચોરસ પ્રોફાઇલ તરીકે થઈ શકે છે;
- 173 મીમીના વ્યાસ સાથે મોટા રોલર;
- 65 મીમીના વ્યાસ સાથે નાના રોલર;
- અંત ભાગ પર M14 થ્રેડ સાથે 30 મીમીના વ્યાસ અને 61 મીમીની ઊંચાઈવાળા રોલરોના પરિભ્રમણ માટે અક્ષ;
- વોશર C16 અને અખરોટ M16.
બેન્ડિંગ પ્રોફાઇલ પાઈપો માટે મશીન માટેની માઉન્ટિંગ સ્ટ્રીપ જાડાઈની શીટ મેટલથી બનેલી છે 7 મીમીથી ઓછું નહીં. રોલર રોટેશન અક્ષ સ્થાપિત કરવા અને એમ 6 સ્ટડ્સ (સોકેટ વ્યાસ 8 મીમી) સ્થાપિત કરવા માટે તેમાં છિદ્રો ડ્રિલ કરવા જરૂરી છે;
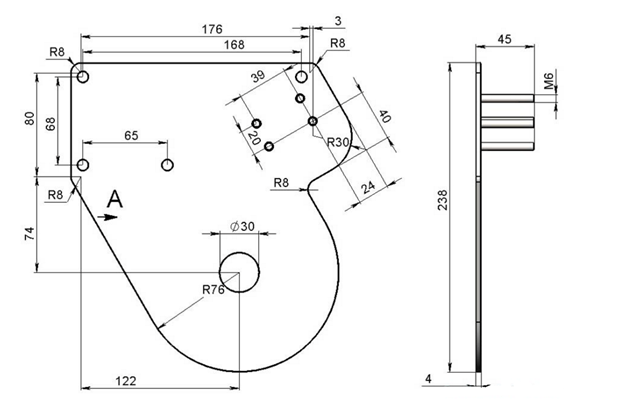
બેન્ડિંગ ફોર્સ લાગુ કરવા માટેનું હેન્ડલ (લિવર) 36*36 એમએમ (દિવાલની જાડાઈ 4 એમએમ) ના ક્રોસ-સેક્શન સાથે ચોરસ પ્રોફાઇલથી બનેલું છે, જેના અંદરના છેડા સુધી રોલર ફિક્સિંગ બોલ્ટ્સ માટે 30 એમએમ છિદ્રોવાળી બે પ્લેટ વેલ્ડેડ છે. મહેરબાની કરીને નોંધ કરો કે કાર્યની કાર્યક્ષમતા હેન્ડલની લંબાઈ પર સીધો આધાર રાખે છે.
પ્રોફાઇલ પાઇપ માટે તે નીચેના અલ્ગોરિધમનો અનુસાર બનાવવામાં આવે છે:
- ચાલુ મિકેનિકની વર્કબેન્ચમાઉન્ટિંગ પ્લેટ M8 બોલ્ટ્સનો ઉપયોગ કરીને સુરક્ષિત છે. વર્કબેંચ અથવા ટેબલ કે જેના પર ઉપકરણ ઇન્સ્ટોલ કરેલું છે તે ફ્લોર પર સારી રીતે સુરક્ષિત હોવું આવશ્યક છે જેથી પ્રોફાઇલના બેન્ડિંગ દરમિયાન શિફ્ટ ન થાય.
- હેન્ડલની પ્લેટો વચ્ચે એક મોટું રોલર છે, જે માઉન્ટિંગ બાર દ્વારા થ્રેડેડ પરિભ્રમણ અક્ષ પર મૂકવામાં આવે છે અને અખરોટ સાથે ક્લેમ્પ્ડ છે.
- નાના રોલરની ધરી સ્થાપિત અને નિશ્ચિત છે.
- M6 સ્ટડ્સ પ્લેટના માઉન્ટિંગ સોકેટ્સ સાથે જોડાયેલા છે, જે બેન્ડિંગ પ્રક્રિયા દરમિયાન પ્રોફાઇલના આત્યંતિક ભાગને ઠીક કરશે. પ્રોફાઇલના કદ અનુસાર પસંદ કરેલી માઉન્ટિંગ પ્લેટો સ્ટડ્સ પર ઇન્સ્ટોલ કરેલી છે.
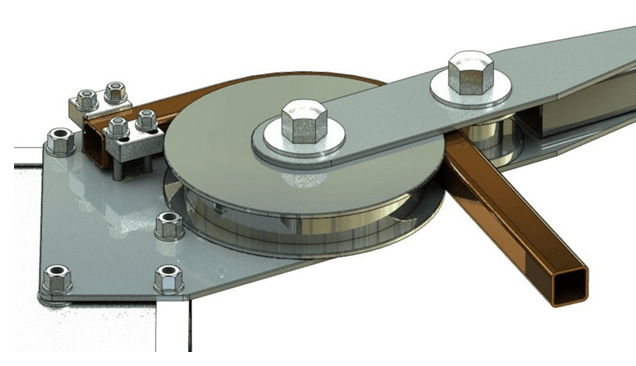
ઉત્પાદિત ઉપકરણ સાથે પ્રોફાઇલ પાઇપ કેવી રીતે વાળવી? પાઇપ બેન્ડર હેન્ડલને અત્યંત ડાબી સ્થિતિમાં ખસેડવામાં આવે છે જેથી માઉન્ટિંગ પ્લેટ્સ અને રોલર્સ વચ્ચેના છિદ્ર વચ્ચે એક સીધી ધરી જાળવવામાં આવે. માઉન્ટિંગ સોકેટમાં પ્રોફાઈલ પાઈપ નાખવામાં આવે છે અને જ્યાં સુધી બેન્ડ જરૂરી એંગલ સુધી ન પહોંચે ત્યાં સુધી મશીન લીવરને ફેરવવામાં આવે છે.
પ્રોફાઇલ માટે હોમમેઇડ પાઇપ બેન્ડર (વિડિઓ)
ઉચ્ચ ચોકસાઇ પ્રોફાઇલ બેન્ડિંગ મશીન
ત્રિજ્યા સાથે પ્રોફાઇલ પાઇપને વાળવું વધુ જટિલ ઉપકરણનો ઉપયોગ કરીને કરવામાં આવે છે, જે ઘરે પણ કરી શકાય છે. યોજના અને ડિઝાઇન સુવિધાઓએક્સેસરીઝ છબીમાં બતાવવામાં આવી છે.

પ્રોફાઇલ પાઇપ માટે આ બેન્ડિંગ મશીન ફ્રેમ ટેબલ (ટેબલ ટોપ વિના) પર નિશ્ચિત છે, જેનાં પરિમાણો સપોર્ટિંગ ફ્રેમનું કદ નક્કી કરે છે. આ યોજના વાપરે છે ચેનલ બેડ 10 સેમી ઉંચો અને 77 સેમી લાંબો.
પાઇપ બેન્ડર બનાવવા માટે સૂચનાઓને અનુસરો:
- 5 મીમી જાડા મેટલની સ્ટ્રીપમાંથી, નાના શાફ્ટ માટે 4 સપોર્ટ પોસ્ટ્સ કાપવામાં આવે છે જેની સાથે પ્રોફાઇલ ખસેડશે. રોલર્સના પરિભ્રમણની અક્ષ માટે રેક્સના ઉપરના છેડે એક છિદ્ર કાપવામાં આવે છે. રેક્સના પરિમાણો - 5*10 સે.મી.
- રેક્સ એકબીજાથી 30 સે.મી.ના અંતરે ચેનલમાં વેલ્ડ કરવામાં આવે છે. શાફ્ટ માટેના રોલર્સ હાર્ડવેર માર્કેટમાં ખરીદી શકાય છે; સ્લાઇડિંગ ઇન્સ્ટોલ કરતી વખતે આવા ઉત્પાદનોનો ઉપયોગ કરવામાં આવે છે. વેલ્ડીંગ પછી, રોલરો પર પ્રોફાઇલ મૂકો અને વેલ્ડીંગ પ્રક્રિયા દરમિયાન માળખું ખસેડ્યું છે કે કેમ તે તપાસો. જો વિકૃત થઈ જાય, તો તમારે ફરીથી તમામ કાર્ય કરવાની જરૂર પડશે.

- આગળ, મશીનના લોડ-બેરિંગ ભાગ માટે શીટ મેટલમાંથી એક પ્લેટ કાપવામાં આવે છે; પ્લેટના પરિમાણો 25*25 સે.મી. છે પ્રોફાઇલ ખસેડવામાં આવશે.
- પ્લેટો કિનારીઓ સાથે સ્થાપિત થયેલ છે લાકડાના સ્પેસર્સ 10 મીમી જાડા, જે સુપરગ્લુનો ઉપયોગ કરીને મેટલ સાથે ગુંદર ધરાવતા હોય છે. સપોર્ટની જરૂર છે જેથી રોલર ફેરવતી વખતે વાહક પ્લેટને સ્પર્શ ન કરે.
- રોલર ઇન્સ્ટોલ કરવા માટે તમારે બે બેરિંગ્સની જરૂર પડશે, જેની અંદર શાફ્ટની ધરી ફેરવાશે. સારી ફિટ CRAFT તરફથી બેરિંગ્સ શ્રેણી નંબર 203. બેરિંગ્સને સ્ટેન્ડની અંદર પૂર્વ-ડ્રિલ્ડ છિદ્રોમાં બોલ્ટ વડે સુરક્ષિત કરવામાં આવે છે.

- આગળ, તમારે 50મા ખૂણેથી 40 સેમી લાંબી ચાર રેક્સ બનાવવાની જરૂર છે અને, વેલ્ડીંગનો ઉપયોગ કરીને, તેમને કેન્દ્રિય શાફ્ટ સાથે પ્લેટના ખૂણા પર સુરક્ષિત કરો, તેને મશીન (ચેનલ) ના સપોર્ટિંગ સ્ટેશન પર ઠીક કરો. પ્લેટ રેક્સના મધ્ય ભાગમાં સ્થાપિત થયેલ છે જેથી રોલર્સની અક્ષો વચ્ચે તમે જે પ્રોફાઇલ સાથે કામ કરવાની યોજના ઘડી રહ્યા છો તેના કદ જેટલું અંતર હોય.

- પ્લગને 8 મીમી શીટ મેટલમાંથી કાપવામાં આવે છે અને રેક્સની ટોચ પર વેલ્ડિંગ કરવામાં આવે છે. આગળ, તમારે મશીન કવર હેઠળ પ્લેટ બનાવવાની જરૂર છે જેના પર એડજસ્ટિંગ સ્ક્રૂ ઇન્સ્ટોલ કરવામાં આવશે. વપરાયેલ સ્ક્રુના વ્યાસ સાથે મેચ કરવા માટે પ્લેટની અંદર એક છિદ્ર ડ્રિલ કરવામાં આવે છે (તમે ઉપયોગ કરી શકો છો દ્રાક્ષ પ્રેસ સ્ક્રૂ).
- બોલ્ટ્સ (વ્યાસ 10 મીમી) માટેના છિદ્રો રેક પ્લગમાં ડ્રિલ કરવામાં આવે છે અને કવર પ્લેટને રેક્સ પર નિશ્ચિત કરવામાં આવે છે.
- કવરના છિદ્રમાં એક થ્રેડ કાપવામાં આવે છે અને તેમાં એક હીલ સ્ક્રૂ કરવામાં આવે છે, જેની અંદર પ્રેશર સ્ક્રૂ ફરશે.
- 15 મીમીના ખૂણાને પ્લેટમાં વેલ્ડ કરવામાં આવે છે, જે બાહ્ય સ્ક્રુ સ્ટોપ તરીકે કાર્ય કરે છે, જેના માટે ખૂણામાં એક છિદ્ર ડ્રિલ કરવામાં આવે છે, જે હીલની ધરીની સમાંતર હોય છે. યોગ્ય કદનો થ્રેડ છિદ્રમાં કાપવામાં આવે છે.

- જે બાકી છે તે કેન્દ્રિય શાફ્ટ માટે હેન્ડલ બનાવવાનું છે અને તેને રોલરના પરિભ્રમણની અક્ષ પર ઠીક કરવાનું છે. હેન્ડલ તરીકે, તમે શટર બોલ્ટ અથવા યોગ્ય લંબાઈના ફિટિંગના ટુકડાનો ઉપયોગ કરી શકો છો.
- તે વધુ પ્રસ્તુત દેખાવા માટે મશીનને રંગવામાં પણ નુકસાન પહોંચાડશે નહીં. પેઇન્ટ કોટિંગ મેટલને કાટથી પણ સુરક્ષિત કરશે.

બનાવેલ મશીનનો ઉપયોગ કરીને કેવી રીતે વાળવું? પ્રોફાઇલ શાફ્ટ પર નાખવામાં આવે છે, ત્યારબાદ કેન્દ્રિય રોલરને પ્રેશર સ્ક્રૂનો ઉપયોગ કરીને નીચે કરવામાં આવે છે જેથી તે પાઇપની સામે રહે. આગળ, રોટરી હેન્ડલ ફેરવવામાં આવે છે અને શાફ્ટ પ્રોફાઇલને ખસેડે છે, જે કેન્દ્રીય રોલરના દબાણ હેઠળ વળે છે.
પ્રોફાઇલને સમગ્ર લંબાઈ સાથે લંબાવીને, અમે ક્લેમ્પિંગ સ્ક્રૂને વધુ નીચું કરીએ છીએ અને પ્રોફાઇલને આ તરફ ખસેડીને ઓપરેશનનું પુનરાવર્તન કરીએ છીએ. વિપરીત બાજુ. જરૂરી ત્રિજ્યાના વળાંક મેળવવામાં આવે ત્યાં સુધી પ્રક્રિયા હાથ ધરવામાં આવે છે.
ઘરે ઉત્પાદિત આ ઉપકરણ, ઔદ્યોગિક રીતે ઉત્પાદિત ઇલેક્ટ્રિક રોલર પ્રોફાઇલ બેન્ડર કરતાં ઓછી અસરકારક રીતે પ્રોફાઇલને વાળી શકે છે.
શું તમે એવા ટર્નરને જાણો છો જે પાઇપ બેન્ડર માટે શાફ્ટ ફેરવી શકે છે? જો નહીં, તો આ લેખ તમારા માટે છે. અમે ટર્નિંગ ઑપરેશન્સનો ઉપયોગ કર્યા વિના સરળ ડિઝાઇનની પ્રોફાઇલ બેન્ડિંગ મશીન બનાવવાનો પ્રસ્તાવ આપીએ છીએ. તે દેખીતી રીતે હાઇ-ટેક પ્રદર્શન માટે નહીં હોય, પરંતુ તે ચોક્કસપણે ઘરે પ્રોફાઇલ પાઈપોને વાળવાના તેના કાર્યને પૂર્ણ કરશે.
આ પાઇપ બેન્ડરને પ્રોફાઇલ બેન્ડર પણ કહેવામાં આવે છે, કારણ કે તે મુખ્યત્વે પ્રોફાઇલ મેટલ - પ્રોફાઇલ પાઇપ, ચેનલ, કોણ અને સ્ટ્રીપને વાળવા માટે બનાવાયેલ છે. ખાસ રોલોરો સાથે, તે તમને રાઉન્ડ પાઈપોને વાળવાની મંજૂરી આપે છે. તે પ્રમાણભૂત પાઈપ બેન્ડરથી અલગ છે કે તે પાઈપોને આપેલ ખૂણા પર જ નહીં, પરંતુ તેને ચાપ અથવા રિંગમાં વાળે છે.

પ્રોફાઇલ બેન્ડિંગ મશીનોના ઉત્પાદનમાં મહત્વપૂર્ણ તકનીકી બિંદુઓ.
- જ્યારે વાળવું, પ્રોફાઇલ પાઇપ વિકૃત થાય છે અને તેની બાજુઓ સ્ક્વિઝ્ડ થાય છે. તદુપરાંત, બેન્ડિંગ ત્રિજ્યા જેટલી નાની છે, પાઇપની બાજુની દિવાલોનું વધુ ઉત્તોદન જોવા મળે છે. ઉપરાંત, પાઇપની એક બાજુ પર ક્રીઝ રચાય છે. આ ક્રીઝ કોઈપણ રીતે તાકાતને અસર કરતા નથી. વળેલી પાઇપ, તેઓ માત્ર નીચ દેખાય છે. પાઇપ પર ક્રીઝ ટાળવા માટે, તે જરૂરી છે કે રોલરની મધ્યમાં બરાબર એક નાની પાંસળી હોય. બેન્ડિંગ પ્રક્રિયા દરમિયાન, આ પાંસળી પાઈપની બાજુમાં દબાવશે, જેનાથી ક્રીઝ દૂર થશે. પાંસળીની ઊંચાઈ પાઇપના બેન્ડિંગ ત્રિજ્યા પર આધારિત છે. પાઇપની બેન્ડિંગ ત્રિજ્યા જેટલી નાની છે, આવી પાંસળીની ઊંચાઈ વધુ હોવી જોઈએ. સરેરાશ, 3-5 મીમીની ઊંચાઈ સાથેની પાંસળી પૂરતી છે. વાયરને પાંસળી તરીકે રોલર પર વેલ્ડ કરી શકાય છે જરૂરી વ્યાસ.
 ક્રિઝ સાથે પ્રોફાઇલ પાઇપ બેન્ડિંગ.
ક્રિઝ સાથે પ્રોફાઇલ પાઇપ બેન્ડિંગ.

- જો તમે સાઇડ ફ્લેંજ વિના રોલરો પર પ્રોફાઇલ પાઇપ વાળો છો, તો પછી સ્ક્રુ વડે પાઇપને વાળવાની સંભાવના છે. આ એ હકીકતને કારણે છે કે બેન્ડિંગ દરમિયાન પાઇપ ખસેડી શકે છે અને રોલર અક્ષની તુલનામાં તેની સ્થિતિ લંબરૂપ રહેશે નહીં, પરંતુ અમુક અંશે. આ સમસ્યાઓ ટાળવા માટે, તમારે માર્ગદર્શિકા ફ્લેંજ્સ સાથે રોલર્સ પર પ્રોફાઇલ પાઇપને વાળવાની જરૂર છે.

- પાઇપ બેન્ડર રોલર્સને એકસાથે લાવવા અને તે રીતે પાઇપને વાળવા માટે જે બળ લાગુ કરવું જરૂરી છે તે રોલર્સ વચ્ચેના અંતર પર આધારિત છે. બીજા શબ્દોમાં કહીએ તો, આ અંતર જેટલું ઓછું છે, રોલર્સને એકસાથે લાવવા માટે જરૂરી બળ જેટલું વધારે છે. આ ખાસ કરીને નોંધનીય છે જો પાઇપ બેન્ડર કેન્દ્રીય જંગમ રોલર સાથે ડિઝાઇન કરવામાં આવે છે અને તેને સ્ક્રૂથી ક્લેમ્પ્ડ કરવામાં આવે છે.
- રોલોરો વચ્ચેનું અંતર પાઇપની લંબાઈને પણ અસર કરે છે જે આપેલ પ્રોફાઇલ બેન્ડર પર વાળી શકાય છે. ટૂંકા પાઈપોને પાઈપ બેન્ડર પર વળાંક આપી શકાતા નથી જે રોલર્સ વચ્ચે મોટું અંતર ધરાવે છે. આ કારણોસર, પ્રોફાઇલ બેન્ડર પરના રોલર્સ બનાવવામાં આવે છે જેથી તેઓ ફરીથી ગોઠવી શકાય.
- પાઇપ બેન્ડર રોલર્સનો વ્યાસ જેટલો નાનો હશે, પાઇપ અને રોલર વચ્ચેનો સંપર્ક પેચ જેટલો નાનો હશે અને બેન્ડિંગ દરમિયાન પાઈપ લપસી જવાની સંભાવના વધારે છે. વ્યાવસાયિક પાઇપ બેન્ડર્સ પર, રોલર્સ 100-200 મીમીના વ્યાસ સાથે બનાવવામાં આવે છે, અને તે તમને મોટા ક્રોસ-સેક્શનના પ્રોફાઇલ પાઈપોને વાળવાની મંજૂરી આપે છે. માટે ઘર વપરાશઆશરે 20 મીમીના વ્યાસવાળા રોલર્સ યોગ્ય છે.
- વધુ ડ્રાઇવ રોલર્સ, પાઇપ સરકી જવાની શક્યતા ઓછી છે. જો તમે મોટા વિભાગોની પ્રોફાઇલ પાઇપ વાળવા જઇ રહ્યા છો, તો પછી બે ડ્રાઇવ રોલર્સ બનાવવાની સલાહ આપવામાં આવે છે.
- જો સેન્ટ્રલ મૂવેબલ રોલરને સ્ક્રૂથી દબાવવામાં આવે છે, તો તેના પરિભ્રમણને સરળ બનાવવા માટે તેની નીચે બેરિંગ બોલ મૂકવો જરૂરી છે. પછી સ્ક્રુ અને સહાયક ભાગ વચ્ચેનો સંપર્ક પેચ ઘટશે અને સ્ક્રુને ફેરવવાનું ખૂબ સરળ બનશે. મેટ્રિકને બદલે ટ્રેપેઝોઇડલ થ્રેડ સાથે સ્ક્રુ પસંદ કરવાનું વધુ સારું છે. ટ્રેપેઝોઇડલ થ્રેડો મેટ્રિક થ્રેડો કરતાં વધુ અક્ષીય ભાર વહન કરી શકે છે.

- રાઉન્ડ પાઈપોને વાળવા માટે તમારે અર્ધવર્તુળાકાર પ્રોફાઇલવાળા વિશિષ્ટ રોલર્સની જરૂર પડશે. જો તમે સીધા રોલર્સ પર રાઉન્ડ પાઇપ વાળો છો, તો તે સપાટ થઈ જશે અને રાઉન્ડ પાઇપને બદલે તમને અંડાકાર મળશે.

પ્રોફાઇલ બેન્ડિંગ માટે રોલર્સ કેવી રીતે બનાવવું.
રોલર બનાવી શકાય છે અલગ અલગ રીતે, પ્રથમ નજરમાં પણ સૌથી અસામાન્ય. ઉદાહરણ તરીકે, સાયકલ હબનો રોલર તરીકે ઉપયોગ કરી શકાય છે. આવા હબ ભારે ભારનો સામનો કરશે નહીં, પરંતુ તેઓ 20x40 મીમીના ક્રોસ-સેક્શન સાથે પાઇપને વાળવામાં તદ્દન સક્ષમ હશે.

તમે રોલર તરીકે નિયમિત ક્રોબારનો ઉપયોગ કરી શકો છો. અમે તેને ફક્ત જરૂરી લંબાઈમાં કાપીએ છીએ અને આવા રોલર પર યોગ્ય વ્યાસની બેરિંગ મૂકીએ છીએ. ઉદાહરણ તરીકે, 30 મીમીના વ્યાસ સાથેનો સ્ક્રેપ, બેરિંગ્સ નંબર 306 GOST8338-78 તેના માટે યોગ્ય છે. બેરિંગ્સને રોલર અક્ષ સાથે આગળ વધતા અટકાવવા માટે, તે બેરિંગ રેસની નજીક કેટલાક વેલ્ડીંગને લાગુ કરવા માટે પૂરતું છે.

રોલર પાઈપો અને ખરીદેલા વોશરમાંથી બનાવી શકાય છે. નીચેની આકૃતિમાં રોલરની ડિઝાઇન સ્પષ્ટપણે દેખાય છે.

જો તમારી પાસે યોગ્ય વોશર્સ નથી, તો તમે તેને જાતે બનાવી શકો છો. તેમને કેવી રીતે બનાવવું, શીર્ષક હેઠળના લેખમાં નીચે જુઓ "રોલિંગ પદ્ધતિનો ઉપયોગ કરીને પ્રોફાઇલ પાઇપને વાળવા માટે રોલર્સ કેવી રીતે બનાવવું". બોલ્ટને બદલે, તમે રોલરમાં જરૂરી વ્યાસનું મેટલ વર્તુળ દાખલ કરી શકો છો અને તેને વેલ્ડ કરી શકો છો.
 પાઇપ, વોશર્સ અને મેટલ સર્કલથી બનેલું પ્રોફાઇલ બેન્ડિંગ રોલર.
પાઇપ, વોશર્સ અને મેટલ સર્કલથી બનેલું પ્રોફાઇલ બેન્ડિંગ રોલર.
પ્રોફાઇલ બેન્ડિંગ ફ્રેમમાં બેરિંગ્સ કેવી રીતે સુરક્ષિત કરવી.
જો બેરિંગ્સનો ઉપયોગ તૈયાર હાઉસિંગમાં કરવામાં આવે તો શ્રેષ્ઠ વિકલ્પ છે. જો આવી કોઈ બેરિંગ્સ ન હોય, તો અમે હાઉસિંગ વિના કોઈપણ યોગ્યનો ઉપયોગ કરીએ છીએ. તેમને પાઇપ બેન્ડરની ફ્રેમ સાથે સખત રીતે જોડવાની જરૂર નથી. તમે પ્રોફાઇલ પાઇપ અથવા ખૂણાઓમાંથી તેમના માટે સ્ટેન્ડ બનાવી શકો છો. નીચેના ફોટા બતાવે છે વિવિધ વિકલ્પોબેરિંગ માઉન્ટિંગ્સ.







પ્રોફાઇલ બેન્ડર્સની ડિઝાઇન સુવિધાઓ.
પાઇપ બેન્ડર લગભગ કોઈપણ સ્ક્રેપ મેટલમાંથી બનાવી શકાય છે. ફ્રેમ પૂરતી કઠોર હોવી જોઈએ, તે કોઈ વાંધો નથી કે તે શું બને છે. તે મુખ્યત્વે ચેનલ સ્ટીલમાંથી બનાવવામાં આવે છે, કારણ કે તે એકદમ કઠોર છે અને પાઇપ બેન્ડર શાફ્ટ સ્થાપિત કરવા માટે વિશાળ સપાટી ધરાવે છે.
પ્રોફાઇલ બેન્ડર બનાવતી વખતે, તમારે તમારી પાસે ઉપલબ્ધ સામગ્રી પર બિલ્ડ કરવાની જરૂર છે.
પાઇપ બેન્ડરના મુખ્ય ઘટકોમાંનું એક પાવર યુનિટ છે. તે કાં તો જેકમાંથી અથવા થ્રેડેડ સ્ક્રૂમાંથી બનાવવામાં આવે છે. જો તમારી પાસે સ્ક્રુ હોય, તો તમે કેન્દ્રીય મૂવેબલ રોલર સાથે પાઇપ બેન્ડર બનાવી શકો છો. સ્ક્રુ, માર્ગ દ્વારા, જૂના બિન-કાર્યકારી જેકમાંથી અથવા ક્લેમ્બમાંથી લઈ શકાય છે. સ્ક્રુ શક્તિશાળી હોવો જોઈએ, ઓછામાં ઓછો 16 મીમી વ્યાસ હોવો જોઈએ.
જો તમારી પાસે જેક છે, તો પછી તમે પસંદ કરી શકો છો કે કયા પ્રકારનું પ્રોફાઇલ બેન્ડિંગ બનાવવું. તમે બાહ્ય મૂવેબલ રોલર અને બ્રેકિંગ ફ્રેમ સાથે અથવા સેન્ટ્રલ મૂવેબલ રોલર અને આઉટર ફિક્સ્ડ રોલર્સ વડે પાઇપ બેન્ડર બનાવી શકો છો.
ડિઝાઇન મૂળભૂત રીતે બિનમહત્વપૂર્ણ છે; પાઇપ કોઈપણ કિસ્સામાં વળાંક આવશે. જો તમારી પાસે સ્પ્રોકેટ્સ અને સાંકળ છે, ઉદાહરણ તરીકે, સાયકલ, તો પછી બે શાફ્ટને સાંકળ સાથે જોડવામાં અર્થપૂર્ણ છે અને આમ તે બંનેને શાફ્ટ ચલાવે છે. મોટા ક્રોસ-સેક્શનના પ્રોફાઇલ પાઈપોને બેન્ડ કરતી વખતે આ ખૂબ મદદ કરશે, ઉદાહરણ તરીકે, 40x60 અને વધુ. નાના ક્રોસ-સેક્શન પાઇપ્સ એક ડ્રાઇવ રોલર પર પણ સારી રીતે વળે છે. જો પાઈપને વાળતી વખતે રોલર્સ સરકી જાય, તો તમારે મૂવિંગ રોલરના દબાણને થોડું હળવું કરવાની જરૂર છે અને પછી સ્લિપિંગ બંધ થઈ જશે.
ડ્રાઇવ રોલર હેન્ડલ નિયમિત સાયકલ પેડલમાંથી બનાવી શકાય છે અથવા રાઉન્ડ સ્ટીયરિંગ વ્હીલ બનાવી શકાય છે.
જો તમે પાઇપને રિંગમાં વાળવાનો ઇરાદો ધરાવો છો, તો પછી ટોચના રોલરને દૂર કરવાનું શક્ય હોવું જોઈએ, અન્યથા પાઇપ બેન્ડરમાંથી રિંગને દૂર કરવી અશક્ય હશે.

નીચે વિવિધ ડિઝાઇન સુવિધાઓ દર્શાવતા કેટલાક ફોટા છે.


 દૂર કરી શકાય તેવા ટોચના રોલર અને જંગમ બાહ્ય રોલર સાથે પ્રોફાઇલ બેન્ડર.
દૂર કરી શકાય તેવા ટોચના રોલર અને જંગમ બાહ્ય રોલર સાથે પ્રોફાઇલ બેન્ડર.



રોલિંગ રોલર સાથે મેન્યુઅલ પ્રોફાઇલ બેન્ડર કેવી રીતે બનાવવું.
આ પ્રકારની પાઇપ બેન્ડર તમને 90 ડિગ્રી અથવા વધુના ખૂણા પર પ્રોફાઇલ અને રાઉન્ડ પાઈપોને વાળવાની મંજૂરી આપે છે.



આવા પાઇપ બેન્ડરનો સિદ્ધાંત રોલર સાથે પાઇપને રોલ કરવા પર આધારિત છે. રોલર પ્રોફાઇલ પાઇપ પ્રોફાઇલ સાથે મેળ ખાતી હોવી જોઈએ. આ સ્થિતિ વળાંક પર પાઇપના અનિચ્છનીય વિકૃતિઓને અટકાવે છે. એટલે કે, પાઇપ દિવાલો અને ક્રિઝના પ્રોટ્રુઝનને બાકાત રાખવામાં આવે છે. આ પાઇપ બેન્ડર તમને પ્રોફાઇલ અને રાઉન્ડ પાઈપોને વાળવાની મંજૂરી આપે છે.
પાઈપો વાળવા માટે રાઉન્ડ વિભાગ, તમારે અર્ધવર્તુળાકાર પ્રોફાઇલવાળા રોલર્સની જરૂર પડશે. અહીં, કમનસીબે, કામ ફેરવ્યા વિના કરવું અશક્ય છે. પરંતુ પ્રોફાઇલ વિભાગ સાથે પાઈપોને વાળવા માટે, તમે રોલરો જાતે બનાવી શકો છો.
રોલિંગ પદ્ધતિનો ઉપયોગ કરીને પ્રોફાઇલ પાઈપોને વાળવા માટે રોલર્સ કેવી રીતે બનાવવું.
આ વીડિયો બનાવવા માટે ખૂબ જ સરળ છે. તમારે શીટ મેટલ, એક કવાયત, એંગલ ગ્રાઇન્ડર (ગ્રાઇન્ડર) અને બોલ્ટની જરૂર પડશે.
- ચાલો તેને લઈએ શીટ મેટલઅને વર્તુળને ચિહ્નિત કરો.
- ચિહ્નિત વર્તુળની આસપાસ મેટલ કાપવા માટે ગ્રાઇન્ડરનો ઉપયોગ કરો.
- વર્કપીસની મધ્યમાં બોલ્ટ માટે એક છિદ્ર ડ્રિલ કરો.

4. છિદ્રમાં બોલ્ટ દાખલ કરો, તેને અખરોટથી સજ્જડ કરો અને ડ્રિલ ચકમાં માળખું સુરક્ષિત કરો.

5. ડ્રિલ અને ગ્રાઇન્ડરનો ઉપયોગ કરીને વર્કપીસની ધાર પર પ્રક્રિયા કરો. તમારે એંગલ ગ્રાઇન્ડરમાં ક્લિનિંગ ડિસ્ક ઇન્સ્ટોલ કરવાની જરૂર છે.

6. અમે પ્રોસેસ્ડ વર્કપીસને રોલરમાં એસેમ્બલ કરીએ છીએ. મહેરબાની કરીને નોંધ કરો કે રોલર મધ્યમાં આશરે 5 મીમીનું પ્રોટ્રુઝન ધરાવે છે. જો તમે આખો લેખ વાંચ્યો હોય, તો તમારે તેનો હેતુ પહેલેથી જ જાણવો જોઈએ. રોલરની મધ્યમાં આવા પ્રોટ્રુઝન ફક્ત કેન્દ્રિય નિશ્ચિત રોલર પર જ બનાવવું જોઈએ, રોલિંગ રોલર પર તેની જરૂર નથી.
 પાંચ વર્તુળોમાંથી બનેલા પાઇપ બેન્ડર માટે રોલર.
પાંચ વર્તુળોમાંથી બનેલા પાઇપ બેન્ડર માટે રોલર.
રોલિંગ રોલર સાથે પાઇપ બેન્ડર બનાવતી વખતે મહત્વપૂર્ણ મુદ્દાઓ.
પાઇપ બેન્ડરના ફરતા કૌંસમાં, વિવિધ પાઈપો માટે રોલર્સ ઇન્સ્ટોલ કરવા માટે છિદ્રો પ્રદાન કરવા જરૂરી છે.

છિદ્રો સ્થિર રોલરના કેન્દ્રથી ચોક્કસ અંતરે હોવા જોઈએ. તેમને યોગ્ય રીતે બનાવવા માટે, તમારે પ્રથમ કેન્દ્રિય રોલર ઇન્સ્ટોલ કરવું આવશ્યક છે, તેમાં પાઇપ દાખલ કરો, પછી રોલિંગ રોલરને પાઇપ પર દબાવો. અને હવે સૌથી મહત્વની બાબત એ છે કે રોલિંગ રોલરને ખસેડવું જોઈએ જેથી પાઇપ અને તેની વચ્ચે લગભગ 4-6 મીમીનું અંતર બને. આ તે સ્થાન હશે જ્યાં છિદ્ર હોવું જોઈએ. આ જગ્યાએ સ્વીવેલ કૌંસ પર એક છિદ્ર ડ્રિલ કરો.
શું તમે મને કહી શકો કે આ અંતર શા માટે જરૂરી છે? હકીકત એ છે કે પ્રારંભિક સ્થિતિમાં રોલિંગ રોલર અને વર્કપીસ વચ્ચેનું અંતર વળાંકની બહારની બાજુએ પાઇપ દિવાલની વિકૃતિ ઘટાડે છે. બીજા શબ્દોમાં કહીએ તો, બેન્ડિંગ દરમિયાન પાઈપને ક્લેમ્પમાંથી ઓછી ખેંચવામાં આવશે અને બેન્ડિંગની ગુણવત્તામાં સુધારો થશે.
તમારે એ પણ સમજવાની જરૂર છે કે દરેક પાઇપની પોતાની લઘુત્તમ બેન્ડ ત્રિજ્યા હોય છે. જો તમે આ ત્રિજ્યા કરતા ઓછા પાઈપોને વાળવાનો પ્રયાસ કરો છો, તો ઉચ્ચ સંભાવના સાથે તે ક્રિઝ સાથે વળાંક આવશે. તેથી, સેન્ટ્રલ ફિક્સ્ડ રોલર્સનો વ્યાસ ન્યૂનતમ બેન્ડ ત્રિજ્યા અનુસાર પસંદ કરવો આવશ્યક છે.


પાઇપ બેન્ડર –
તમારા પોતાના હાથથી પ્રોફાઇલ પાઇપને વાળવા માટે રચાયેલ ઉપકરણ. ગ્રીનહાઉસ, ગ્રીનહાઉસ અને ગાઝેબોસ બનાવતી વખતે, તેનો ઉપયોગ વક્રતાના વિવિધ ત્રિજ્યા ઉત્પન્ન કરવા માટે થઈ શકે છે. આવા ઉપકરણને ફક્ત ખરીદી શકાતું નથી, પણ તમારા પોતાના હાથથી સરળતાથી બનાવી શકાય છે.
મુખ્ય ડિઝાઇન તત્વો
વ્યાવસાયિક પાઈપો માટે એક સરળ હોમમેઇડ પાઇપ બેન્ડર નીચેના ભાગો સમાવે છે:
- પથારી એ 600-700 મીમી લાંબી, નક્કર અથવા એકબીજા સાથે જોડાયેલા બે ભાગો ધરાવતી ચેનલ અથવા કોણથી બનેલું માળખું છે.
- આગળ અને પાછળના શાફ્ટ ટકાઉ સ્ટીલના બનેલા છે અને તેનો વ્યાસ 40-50 મીમી, લંબાઈ - 60-80 મીમી છે. શાફ્ટના છેડાઓ તેમને ફેરવવા માટે વપરાતા બેરિંગ્સના આંતરિક વ્યાસ સાથે મેચ કરવા માટે મશિન કરવામાં આવે છે.
- કેન્દ્રીય શાફ્ટ બંધારણની મધ્યમાં સ્થિત છે અને તેની નીચે પસાર થતી પ્રોફાઇલને ટેકો આપવા અને વાળવા માટે સેવા આપે છે. તેની એક ધરી બેરિંગમાંથી બહાર નીકળવી જોઈએ.
- બેરિંગ રેસ - ટુકડાઓ જાડી-દિવાલોવાળી પાઈપો.તેમાં બેરિંગ્સ દબાવવા અને તેમને ફ્રેમમાં વેલ્ડિંગ કરવા માટે રચાયેલ છે.
- હેન્ડલ - આગળ અથવા પાછળના શાફ્ટની બહાર નીકળેલી અક્ષ સાથે જોડાયેલ.
ઘણીવાર, પ્રોફાઇલને વાળતી વખતે પ્રયત્નોને ઘટાડવા માટે, તેની ડિઝાઇનમાં હોમમેઇડ પાઇપ બેન્ડરમાં બે ગિયર્સ, એક સાંકળ અને ટેન્શન રોલર હોય છે.
ગિયર્સ આગળ અને પાછળના શાફ્ટના એક્સેલ્સ પર માઉન્ટ થયેલ છે, તેમની વચ્ચે એક સાંકળ ખેંચાય છે, રોલર સાથે તેના તણાવને ઠીક કરે છે. આ ડિઝાઇનમાં, હેન્ડલ કેન્દ્રિય એકને બદલે આગળના અથવા પાછળના શાફ્ટની ધરી સાથે જોડાયેલ છે.
આવા ઉપકરણને જોડવા માટે, લાંબા સ્ક્રૂનો ઉપયોગ કરવામાં આવે છે અને તેની સાથે સુરક્ષિત રીતે નિશ્ચિતવર્કબેન્ચ અથવા ટેબલ પર.
મહત્વપૂર્ણ!પાઇપ બેન્ડરના સૌથી વધુ ખુલ્લા ભાગો શાફ્ટ છે; તેઓ ટકાઉ ટૂલ સ્ટીલના બનેલા હોવા જોઈએ.
જો ઓછા મજબૂત માળખાકીય સ્ટીલ્સનો ઉપયોગ શાફ્ટ માટે સામગ્રી તરીકે કરવામાં આવે છે, તો ઝડપી વસ્ત્રો અથવા તૂટવાનું ઉચ્ચ જોખમ છે. વધુમાં, આવા શાફ્ટ ઉચ્ચ-ગુણવત્તાવાળી પાઇપ બેન્ડિંગ પ્રદાન કરશે નહીં.
તમારા પોતાના હાથથી પાઇપ બેન્ડર કેવી રીતે બનાવવું
પાઇપ બેન્ડર બનાવવા માટે, તમારે જરૂરી તૈયાર કરવાની જરૂર છે અને સામગ્રી, રેખાંકનો બનાવો , તેના વ્યક્તિગત ભાગો અને સમગ્ર એસેમ્બલ ઉત્પાદન બંને. આ સંકલિત ગ્રાફિક છબીઓના આધારે, આ ઉપકરણના ઘટકોનું ઉત્પાદન અને એક સંપૂર્ણમાં એસેમ્બલ થવું જોઈએ.

સામગ્રી અને સાધનો
પાઇપ બેન્ડર બનાવવા માટે તમારે જરૂર છે નીચેના સાધનો:
- મેટલ માટે કટીંગ વ્હીલ સાથે ગ્રાઇન્ડરનો;
- ડ્રિલ અથવા ડ્રિલિંગ મશીન;
- ધણ
- વાઇસ
- મેટલ બ્રશ.
આવા ઉપકરણોના ઉત્પાદન માટેના સાધનો ઉપરાંત, તમારે જરૂર છે નીચેની સામગ્રી:
- ચેનલ 8P - લગભગ 2 મીટર;
- બેરિંગ્સ 205 - 6 પીસી.;
- શાફ્ટ - 3 પીસી.;
- 52-53 મીમીના આંતરિક વ્યાસ સાથે જાડા-દિવાલોવાળી પાઇપ;
- ધારક સાથે હેન્ડલ;
- ગેરેજ પડદા;
- કાર હાઇડ્રોલિક જેક.
ઉત્પાદિત રચનાને રંગવા માટે તમારે જરૂર પડશે તેલ પેઇન્ટ , દ્રાવક.

પાઇપ બેન્ડર કેવી રીતે બનાવવું
તમે તમારા પોતાના હાથથી વિશ્વસનીય અને સરળ પાઇપ બેન્ડર બનાવી શકો છો નીચે મુજબ:


ચોરસ, લંબચોરસ અથવા અંડાકાર ક્રોસ-સેક્શનવાળા પ્રોફાઇલ પાઇપ માટે આવા હોમમેઇડ પાઇપ બેન્ડર તમને પરવાનગી આપશે ન્યૂનતમ રોકાણ કમાનવાળા બંધારણો બનાવોજરૂરી માપો.
હાઇડ્રોલિક પાઇપ બેન્ડર કેવી રીતે બનાવવું
ઉપર વર્ણવેલ ઉપકરણનો ઉપયોગ કરીને, પ્રોફાઇલ પાઈપોને 50-60 ડિગ્રીથી વધુના ખૂણા પર વાળવું શક્ય બનશે નહીં. આવા હેતુઓ માટે તમારે જરૂર પડશે હાઇડ્રોલિક પાઇપ બેન્ડર,અલગ ડિઝાઇન અને ઓપરેશન સિદ્ધાંત ધરાવે છે.
આવા ઉપકરણને જાતે બનાવવું એકદમ સરળ છે. સમગ્ર એસેમ્બલી પ્રક્રિયા સમાવે છે નીચેના તબક્કાઓ:
- 300×300 mm ની બે બાજુના પરિમાણો અને 8-10 mm ની જાડાઈ ધરાવતી મેટલ પ્લેટ પર 4 ખૂણા વેલ્ડેડ છે 300-350 મીમી લાંબી.
- બે ચેનલો એડવાન્સ સાથે ખૂણામાં વેલ્ડ કરવામાં આવે છે ડ્રિલ્ડ છિદ્રોસપોર્ટ રોલરો માટે. ચેનલો પરના છિદ્રો એક લીટીમાં સ્થિત નથી, પરંતુ સીડીમાં - આ તમને પાઇપના બેન્ડિંગ એંગલ્સને બદલવાની મંજૂરી આપે છે.
- સ્લેબ પર એક જેક સ્થાપિત થયેલ છે.
- જેક સળિયા પર "જૂતા" મૂકવામાં આવે છે - અર્ધવર્તુળના આકારમાં પાઇપને વાળવા માટેનું જોડાણ.
- સપોર્ટ રોલરો ટકાઉ સ્ટીલના બનેલા હોય છે અને હોય છે છિદ્રો દ્વારાકેન્દ્રમાં - તેઓ કુહાડીઓ માટે બનાવાયેલ છે.
 આવા ઉપકરણનો ઉપયોગ કરીને પાઇપને વાળવા માટે, પ્રથમ, સપોર્ટ રોલર્સ યોગ્ય સ્થાનોમાં સ્થાપિત થાય છે, પછી જૂતા સાથેનો જેક.
આવા ઉપકરણનો ઉપયોગ કરીને પાઇપને વાળવા માટે, પ્રથમ, સપોર્ટ રોલર્સ યોગ્ય સ્થાનોમાં સ્થાપિત થાય છે, પછી જૂતા સાથેનો જેક.
આ પછી, જૂતા, તેને જેક સળિયાથી ઉપાડીને, સપોર્ટ રોલર્સના પ્લેનથી એટલા અંતરે સ્થાપિત થાય છે કે પ્રોફાઇલ ત્યાં દાખલ કરી શકાય છે. આગળ, જેક સળિયા સાથે જૂતાને ઉપાડીને, પ્રોફાઇલને જરૂરી કોણ પર વળેલું છે.
તમારા પોતાના હાથ, "જૂતા" અને શાફ્ટથી પ્રોફાઇલ પાઇપ માટે સમાન પાઇપ બેન્ડર બનાવવું ખરીદવા માટે શ્રેષ્ઠતેને જાતે બનાવવાને બદલે.
પાઇપ બેન્ડિંગ પદ્ધતિઓ
પ્રોફાઇલ પાઇપના ઉત્પાદનમાં વિવિધ જાડાઈની ધાતુનો ઉપયોગ શામેલ હોવાથી, ઉપર વર્ણવેલ પદ્ધતિઓનો ઉપયોગ કરીને પાઈપોને વાળતી વખતે હોમમેઇડ ઉપકરણોઅરજી કરો નીચેની પદ્ધતિઓ:
- કોલ્ડ - પ્રોફાઈલ પાઇપને જરૂરી એંગલ પર વાળવાનો સમાવેશ થાય છે ગરમ કર્યા વિના. બેન્ડિંગ પ્રક્રિયા દરમિયાન પ્રોફાઇલના અનિચ્છનીય વિકૃતિઓ અને અસ્થિભંગને રોકવા માટે, તેની અંદર સૂકી રેતી રેડવામાં આવે છે. રેડવાની રેતી ખૂબ જ ઝીણી હોવી જોઈએ અને તેમાં કોઈ પત્થરો ન હોવો જોઈએ.
- ગરમ - ગરમ પદ્ધતિનો ઉપયોગ કરીને પાઈપોને વાળતી વખતે, પ્રોફાઇલ પ્રીહિટેડબર્નરનો ઉપયોગ કરીને. આ સામગ્રીને વધુ લવચીક બનાવે છે અને અસ્થિભંગ અને વિકૃતિઓને દૂર કરે છે. આ પદ્ધતિનો ગેરલાભ એ પ્રોફાઇલની સપાટી પર ઓક્સાઇડ ફિલ્મની રચના અને આવા પાઇપમાંથી કાટ માટે બનાવેલ ઉત્પાદનની સંવેદનશીલતા છે.
મહત્વપૂર્ણ! ગરમ માર્ગબેન્ડિંગનો ઉપયોગ પ્રોફાઇલ પાઈપો માટે થાય છે સાથે મોટી જાડાઈ દિવાલો તેનો ઉપયોગ પાતળી-દિવાલોવાળી પ્રોફાઇલ્સ માટે થવો જોઈએ નહીં - આ તેમના કાટને વધારશે અને બેન્ડિંગ પ્રક્રિયા દરમિયાન અનિચ્છનીય વિકૃતિઓ, તિરાડો અને અસ્થિભંગનું વધારાનું જોખમ ઊભું કરશે.

જ્યારે ગરમ બેન્ડિંગ ખૂબ છે વધુ ગરમ ન કરવું તે મહત્વનું છેધાતુ - ગરમ સામગ્રીનો રંગ સમૃદ્ધ લાલ અથવા કિરમજી હોવો જોઈએ. પ્રોફાઇલને તેજસ્વી સફેદ અથવા ઝાંખા લાલ રંગમાં ગરમ કરશો નહીં. પ્રથમ કિસ્સામાં, સામગ્રી ખૂબ જ ગરમ થાય છે અને ધાતુના વધુ પડતા નરમ થવાને કારણે બેન્ડિંગ ખૂબ મહાન હોઈ શકે છે, તેનાથી વિપરીત, તે નબળું ગરમ થાય છે અને બેન્ડિંગ દરમિયાન ક્રેક અથવા તૂટી શકે છે.
પાઇપ બેન્ડર્સના પ્રકાર
ડિઝાઇન, ડ્રાઇવનો પ્રકાર, કિંમત, બધું પર આધાર રાખીને પાઇપ બેન્ડર્સ વિભાજિત છેનીચેના પ્રકારો માટે:
- કોણીય પાઇપ બેન્ડિંગ મશીન –સૌથી સામાન્યઅને આ સાધનનો સરળ દેખાવ. વિવિધ વિભાગો અને વ્યાસના પાઈપો અને પ્રોફાઇલ્સને વાળવા માટે વપરાય છે.
- મેન્યુઅલ - પોર્ટેબલ કોમ્પેક્ટ ટૂલ. લાગુ નાનો વિભાગ.
- હાઇડ્રોલિક - પ્રોફાઇલ અને રાઉન્ડ પાઇપ માટે વપરાય છે વિવિધ વ્યાસ. સરળ બેન્ડિંગ પ્રક્રિયા માટે આભાર, આવા સાધનો તમને સૌથી વધુ ઉત્પાદનો મેળવવા માટે પરવાનગી આપે છે ઉચ્ચ ગુણવત્તા
- ઇલેક્ટ્રીક એકદમ વિશાળ, જટિલ અને ખર્ચાળ સાધનો છે. કરવા માટે રચાયેલ છે ઉચ્ચ ચોકસાઇ કામ.ઉત્પાદન હેતુઓ માટે વપરાય છે.
મહત્વપૂર્ણ!કમાનો બનાવવા માટે, જાતે પાઇપ બેન્ડર બનાવવું અથવા સૌથી સરળ ફેક્ટરી મોડેલ ખરીદવું વધુ સારું છે.
આવી જરૂરિયાતો માટે ઇલેક્ટ્રિક અને હાઇડ્રોલિક પાઇપ બેન્ડર્સના મોંઘા વ્યાવસાયિક મોડલ ખરીદવાની સલાહ આપવામાં આવતી નથી.
ઉપયોગી વિડિઓ: તમારા પોતાના હાથથી પાઇપ બેન્ડર કેવી રીતે બનાવવું
પાઇપ બેન્ડર કેવી રીતે બનાવવું તે શોધી કાઢ્યા પછી અને આ વિચારને વાસ્તવિકતામાં ફેરવીને, તમે ખૂબ જ વિશ્વસનીય, સરળ અને મેળવી શકો છો. સરળ સાધન, જે તમને પ્રોફાઇલ અથવા રાઉન્ડ પાઇપમાંથી વિવિધ ડિઝાઇન બનાવવાની મંજૂરી આપશે.

 જો તમે ક્યુબન નાગરિકો સોફિયા હેલક્વિસ્ટ અને પ્રિન્સ કાર્લ ફિલિપ સાથે લગ્ન કરવાનું નક્કી કરો છો
જો તમે ક્યુબન નાગરિકો સોફિયા હેલક્વિસ્ટ અને પ્રિન્સ કાર્લ ફિલિપ સાથે લગ્ન કરવાનું નક્કી કરો છો એન્જલ્સ ઓફ ગેમ્સ મિત્રો ઓનલાઇન
એન્જલ્સ ઓફ ગેમ્સ મિત્રો ઓનલાઇન ઓપેલ અંતરાનો વાસ્તવિક બળતણ વપરાશ: ગેસોલિન અને ડીઝલ એન્જિનના તમામ ફેરફારો અંતરા 2
ઓપેલ અંતરાનો વાસ્તવિક બળતણ વપરાશ: ગેસોલિન અને ડીઝલ એન્જિનના તમામ ફેરફારો અંતરા 2 ઓપેલ અંતરા 2 કાર માલિકોની સમીક્ષાઓ અનુસાર ઓપેલ અંતરા પર વાસ્તવિક બળતણનો વપરાશ
ઓપેલ અંતરા 2 કાર માલિકોની સમીક્ષાઓ અનુસાર ઓપેલ અંતરા પર વાસ્તવિક બળતણનો વપરાશ